 2014-02-09
2014-02-09 2819
2819Обработка внутренней резьбы
Для нарезания резьб в отверстиях применяют метчики. Нарезание метчиками может производиться как вручную, так и на токарных, сверлильных, агрегатных и других станках.
Кинематически работа метчика полностью аналогична нарезанию резьбы плашкой. Метчик или заготовка (чаще метчик) получает вращательное движение резания. Метчик подается в отверстие с подачей близкой к шагу нарезаемой резьбы. После того как заборная часть метчика вошла в материал заготовки, начинается самозатягивание, и нет необходимости в точной принудительной подаче инструмента. Метчик сам ввинчивается по уже нарезанной им резьбе и тем самым прорезает её дальше.
Для нарезания резьбы в отверстиях малых и средних диаметров применяют цельные метчики, для нарезания резьбы в отверстиях больших диаметров - цельные метчики со вставными неподвижными гребенками или резьбонарезные головки с раздвижными гребенками.
Для получения точных, термически обработанных резьб на резьбонарезном инструменте, резьбовых калибрах, накатных роликах, ходовых винтах широко применяется резьбошлифование.
Шлифование резьбы может осуществляться однониточными или многониточными кругами. Кинематически процесс шлифования аналогичен фрезерованию дисковой или групповой фрезой соответственно. Шлифование однониточным кругом производится при продольной подаче заготовки за несколько проходов при периодическом радиальном врезании круга. Многониточные круги применяют при шлифовании коротких резьб (до 40 мм). Ширина шлифовального круга должна быть больше длины обрабатываемой резьбы на 2 - 4 шага резьбы. Шлифование проводится при радиальном врезании круга и продольном перемещении заготовки на 2 - 4 шага с одновременным и согласованным её вращением на 2 - 4 оборота.
Возможно шлифование длинной резьбы многониточным кругом с продольной подачей заготовки. Оно обеспечивает сокращение проходов по сравнению с однониточным кругом и повышение производительности обработки. Все витки заготовки последовательно шлифуются всеми нитками шлифовального круга. Кинематика шлифования такая же, как и для однониточного круга. Круг заправляется с заходной частью 1, располагаемой под углом α к калибрующей части 2 (рис.6.15).
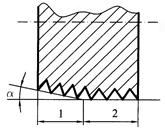
Рис.6.15. Схема заправки многониточного шлифовального круга
Точность профиля резьбы при продольном шлифовании выше, чем при врезном (радиальном) резьбошлифовании.








