 2014-02-09
2014-02-09 10246
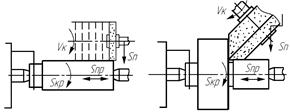
10246Круглое шлифование производится при вращательном движении круга со скоростью V и вращательном движении (круговой подаче Sкр) заготовки.
При шлифовании с продольной подачей (рис.7.2,а) заготовка вращается равномерно и совершает возвратно-поступательное движение. После каждого хода или двойного хода стола происходит сближение круга и заготовки. В конце операции обычно осуществляют выхаживание, т.е. выполняют несколько ходов без поперечной подачи для компенсации упругих перемещений.
 | |
| а б | |
 |  |
| в г д |
Рис. 7.2. Схемы круглого шлифования
Жесткие заготовки могут шлифоваться по способу врезания (рис.7.1,б), когда ширина обрабатываемой поверхности меньше ширины шлифовального круга. При этом способе круг перемещается с постоянной подачей вплоть до момента достижения необходимого размера обрабатываемой поверхности. Этот способ является более производительным и широко применяется в крупносерийном и массовом производствах при обработке цилиндрических и фасонных поверхностей.
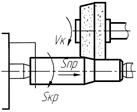
Процесс шлифования уступами состоит из двух этапов – сначала производят шлифование врезанием с периодическим передвижением стола в продольном направлении на 0,8..0,9 ширины круга, а затем делается несколько ходов с продольной подачей без поперечного перемещения для зачистки поверхности (рис. 7.1,в).
При торцово-круглом шлифовании (рис. 7.1,г) производится комбинированная обработка одновременно цилиндрической и торцовой поверхности с подачей шлифовального круга по биссектрисе угла или последовательно в радиальном и осевом направлениях.
При глубинном шлифовании открытых поверхностей (рис.7.1,д) за один ход конический участок круга удаляет весь припуск, а цилиндрический - зачищает обработанную поверхность. Поперечная подача отсутствует.
Круглошлифовальные станки отличаются высоким уровнем точности и универсальности. Они предназначены для наружного и внутреннего шлифования цилиндрических и конических поверхностей, а также для шлифования плоских торцов деталей. К этому типу станков относятся универсальные круглошлифовальные станки, круглошлифовальные и торцекруглошлифовальные полуавтоматы, а также специализированные круглошлифовальные станки.
Основными узлами универсального круглошлифовального станка (рис.7.2) являются: станина 1, стол 3, передняя бабка 4 с коробкой скоростей, шлифовальная бабка 5 и задняя бабка 6. Станки оснащены откидным внутришлифовальным шпинделем. Для шлифования конических поверхностей предусмотрена возможность поворота вокруг вертикальных осей шлифовальной бабки, а также верхнего рабочего стола и передней бабки.
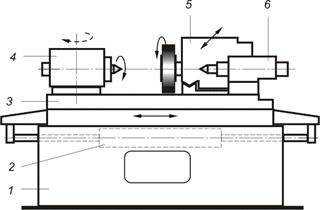
Рис.7.2 Круглошлифовальный станок
Шлифовальный круг приводится во вращение от отдельного двигателя через клиноременную передачу. Круговая подача заготовки осуществляется при помощи другого электродвигателя с бесступенчатым регулированием.
Движение продольной подачи сообщается нижнему столу с помощью гидропривода; управление движением происходит при помощи устройств, которые переключаются самим столом в его крайних положениях. Шлифовальная бабка также периодически перемещается в поперечном направлении при помощи гидравлических механизмов. Большинство станков имеют механизмы широкого регулирования режимов шлифования и средства автоматизации рабочих движений стола и шлифовальной бабки. Предусмотрена возможность использования приборов активного контроля, позволяющих измерять заготовку в процессе шлифования, а также устройства, автоматически останавливающие станок при достижении требуемого размера.
При обработке на круглошлифовальных станках заготовку чаще всего устанавливают в жестких (не вращающихся) центрах, расположенных на передней и задней бабках; при этом круговую подачу обеспечивает поводковое устройство, связанное с вращающейся планшайбой. Возможно также закрепление заготовок в кулачковых патронах, причем, при шлифовании нежестких заготовок дополнительно необходимо применять люнеты.








