 2014-02-09
2014-02-09 3187
3187При бесцентровом шлифовании (рис.7.3) заготовка устанавливается на опорный нож между двумя шлифовальными кругами, один из которых (большего диаметра) является шлифующим, а другой – ведущим. Вращение с необходимой окружной скоростью заготовка получает за счет того, что сила трения между шлифовальным кругом и заготовкой меньше, чем между заготовкой и ведущим кругом. Окружная скорость резания шлифующего круга равна 30...60 м/с, а ведущий круг обеспечивает вращение заготовки с окружной скоростью 10...40 м/мин. Заготовка ничем не закрепляется, но поддерживается опорой со скосом, направленным в сторону ведущего круга.
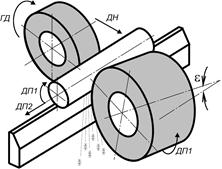
Рис.7.3. Схема бесцентрового шлифования
Для повышения точности обработки иногда выполняют сквозное шлифование за несколько рабочих ходов. В крупносерийном и массовом производствах такая обработка может выполняться последовательно на нескольких станках, соединенных в автолинию.
По сравнению со шлифованием в центрах бесцентровое шлифование имеет следующие преимущества:
1) отпадает необходимость центрирования заготовки, что особенно важно для деталей, обрабатываемых на револьверных станках и автоматах;
2) значительно уменьшаются припуски на обработку, так как благодаря использованию в качестве технологической базы обрабатываемой поверхности устраняется влияние на припуск погрешности центрирования;
3) отпадает необходимость использования люнетов при шлифовании длинных и тонких валов;
4) станки легко автоматизируются и встраиваются в автоматическую линию;
5) обеспечивается более высокая производительность;
6) благодаря простоте управления станком высокая точность достигается при средней квалификации шлифовщика.
В то же время бесцентровое шлифование имеет и определенные недостатки:
1) затраты времени на наладку и регулировку бесцентрово-шлифовальных станков достаточно велики и окупаются только при больших партиях. Поэтому бесцентровое шлифование чаще всего применяется в автотракторной и подшипниковой промышленности;
2) шпоночные пазы, канавки, отверстия, разрывы обрабатываемой поверхности препятствуют нормальной работе и даже делают ее невозможной;
3) при бесцентровом шлифовании труднее обеспечить крутость обработанной поверхности;
4) затрудняется достижение соосности шлифуемой поверхности с другими, ранее обработанными поверхностями.








