 2014-02-09
2014-02-09 3983
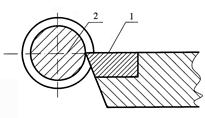
3983Треугольную резьбу можно нарезать на токарно-винторезных станках резьбовыми резцами, т.е. резцами, заточёнными под требуемым профильным углом (60º или 55º). Получение профиля резьбы обеспечивается соответствующим профилем резца и правильной его установкой относительно оси заготовки. Передняя плоскость 1 резьбового резца должна располагаться в осевой плоскости 2 нарезаемой резьбы (рис.6.2).
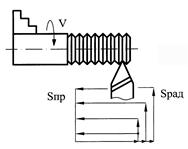
Нарезание осуществляется при вращении заготовки (V - движение резания) и продольной подаче резца (рис.6.3).
 |  |
| Рис.6.2. Схема установки резьбового резца | Рис.6.3. Схема нарезания резьбы резцом |
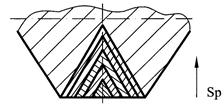
Величина продольной подачи такова, чтобы за один оборот заготовки резец переместился точно на один шаг резьбы. Так как за открытое перемещение резца вдоль оси заготовки нарезать резьбу полностью не представляется возможным из-за её значительной глубины и больших нагрузок на вершину резца, то после радиального отвода резца и возвращения в исходное положение следует определённое радиальное врезание (радиальная подача) и цикл перемещений повторяется. Удаление металла из впадины резьбы осуществляется постепенно, отдельными слоями и может быть представлено схемой вырезания (рис.6.4).
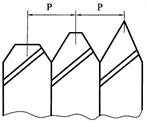
Основным недостатком такого способа обработки резьбы является низкая производительность, так как число рабочих и, следовательно, вспомогательных ходов (проходов) может достигнуть двенадцати. Чтобы повысить производительность обработки, сокращают число проходов за счёт использования одновременной работы трёх резцов, напоминающих гребёнку (рис.6.5).
 |  |
| Рис.6.4. Схема вырезания впадины резьбы резцом при его радиальном врезании | Рис.6.5. Комбинация трех резцов для нарезания резьбы |
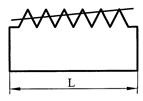
Время нарезания резьбы максимально сокращается при использовании гребёнок за счёт обработки за один проход. Весь удаляемый из впадины металл распределяется между всеми зубьями гребёнки. Для этого вершины зубьев постепенно обнижаются от одного края гребёнки к другому так, что при работе каждый последующий зуб углубляет впадину резьбы (рис.6.6).
Гребёнки целесообразно применять для обработки резьбы на заготовках, имеющих достаточную зарезьбовую зону А (рис.6.7) для размещения в ней гребёнки при выходе из контакта с материалом заготовки (А > L). Точность получаемой резьбы не достаточно высокая из-за больших сил резания и деформаций заготовки, поэтому гребёнки используют, как правило, для предварительного резьбонарезания в массовом производстве.
 | 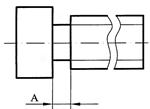 |
| Рис.6.6. Схема образования зубьев резьбовой гребенки | Рис.6.7. Схема заготовки с зарезьбовой зоной А |
В крупносерийных производствах резьбу нарезают на станках, работающих по автоматическому циклу.
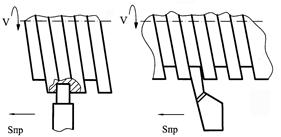
Резьбы трапециевидного и прямоугольного профиля нарезать сложнее, чем треугольного. Общая схема нарезания та же, что для треугольной резьбы. Для повышения производительности обработки при нарезании трапецеидальных резьб с крупным шагом применяют резьбовые блоки с двумя резцами – прорезным 1 и профильным 2 (рис.6.8).
Возможно нарезание трапециевидной резьбы тремя резцами, последовательно вводимыми в работу (рис.6.9). Первый резец прорезает прямоугольную впадину на половину глубины резьбы, второй – на всю глубину и третий резец полностью формирует необходимый профиль резьбы.
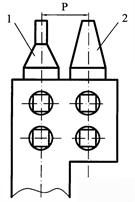 | 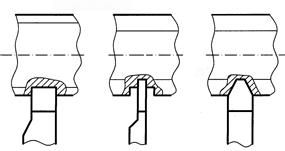 |
| Рис.6.8. Резцовый блок для трапецеидальной резьбы | Рис.6.9. Схема нарезания трапециевидной резьбы последовательно тремя резцами |
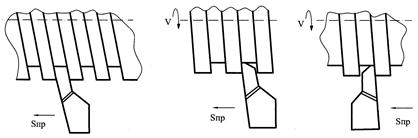
Прямоугольную резьбу можно нарезать по следующим схемам (рис.6.10), характеризуемым радиальной обработкой левой и правой боковых сторон винта, которая необходима для обеспечения требуемой точности впадины.
В случае использования двухрезцовой схемы (рис.6.10,а) первый резец, прорезав впадину, окончательно обрабатывает правую её сторону, а второй резец, вводимый в работу после использования первого, формирует левую сторону впадины резьбы. При работе по трехрезцовой схеме (рис.6.10,б) первый резец предварительно прорезает прямоугольную впадину на полную глубину, а затем два резца поочерёдно обрабатывают противоположные боковые поверхности витка резьбы.
 |
| а |
 |
| б |
Рис.6.10. Схемы нарезания прямоугольной резьбы:
а - двумя резцами; б - тремя резцами
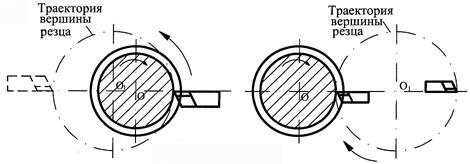
Повышение производительности обработки достигается при нарезании резьб вращающимися резцами (вихревой метод) за счёт увеличения скоростей резания. Заготовка закрепляется в центрах токарно-винторезного станка или в патроне. В процессе работы она медленно вращается. В специальной головке, установленной на суппорте станка, закрепляется резец, имеющий вращательное движение (движение резания) от специального привода. Головка расположена эксцентрично относительно оси заготовки О (рис.6.11).
а б
Рис.6.11. Схемы нарезания резьбы вращающимися резцами:
а - по схеме охватывающего касания; б - по схеме наружного касания
При вращении вершина резца опишет окружность, диаметр которой больше диаметра заготовки. Периодически один раз за оборот резец соприкасается с обрабатываемой заготовкой по дуге и прорезает на заготовке серповидную канавку, имеющую профиль резьбы. В то же время за каждый оборот вращающейся заготовки вращающаяся головка перемещается вдоль оси заготовки на шаг резьбы. На заготовке образуется один виток резьбы. Вихревое нарезание может осуществляться по двум схемам: внутреннего или охватывающего касания (рис.6.11,а) и наружного или внешнего касания (рис.6.11,б). Первая схема даёт менее толстую стружку и обеспечивает более чистую поверхность, по сравнению со второй схемой, однако она более трудно реализуется на станках. Скорость резания находится в пределах 150...140 м/мин, круговая подача заготовка 0,2...0,8 мм за один оборот резца.
Этим методом можно нарезать как наружную, так и внутреннюю резьбы на токарно-винтовых, резьборезных и резьбофрезерных станках при помощи специальных устройств.








