 2014-02-09
2014-02-09 4227
4227На внутришлифовальных станках с высокой точностью и малой шероховатостью обрабатывают в предварительно термообработанных заготовках глухие и сквозные отверстия цилиндрической (рис.3.89), конической формы и сложной конфигурации, а также внутренние торцовые поверхности. Обработку ведут с движением подачи вдоль образующей или по способу врезания. Технологическое назначение движений при обработке на внутришлифовальных станках такое же, как и на круглошлифовальных, что позволяет шлифовать отверстия на всю их длину или на определенных участках. Внутренние конические поверхности шлифуют с поворотом передней бабки так, чтобы образующая конуса расположилась вдоль направления продольной подачи. Диаметр шлифовального круга выбирают из соотношения 0,7…0,9 от диаметра обрабатываемого отверстия; причем при уменьшении в этом пределе диаметра круга увеличивается частота вращения.
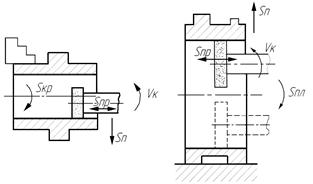
Рис.7.4. Схема обработки на внутришлифовальном станке
Внутришлифовальный станок по компоновке в основном идентичен круглошлифовальному станку, с той разницей, что у него отсутствует задняя бабка. Инструмент закрепляют на консольном шпинделе шлифовальной бабки, которая установлена на столе и совершает вместе с ним возвратно-поступательное продольное перемещение. Заготовку при шлифовании закрепляют в трехкулачковом самоцентрирующем патроне, в четырехкулачковом патроне (если заготовка несимметрична относительно оси отверстия) или в зажимном приспособлении.








