 2014-02-09
2014-02-09 11239
11239Плоское шлифование является высокопроизводительным методом обработки плоских поверхностей разнообразных деталей машин из закаленных и незакаленных сталей, твердых сплавов, керамики и других материалов. Плоское шлифование обеспечивает высокую точность размеров, формы и расположения шлифованных поверхностей, высокое качество их поверхностного слоя. Благодаря значительной производительности плоское шлифование применяют вместо чистового строгания и фрезерования, а также вместо такой трудоемкой операции, как шабрение.
В зависимости от того, какая из поверхностей круга является рабочей, различают плоское шлифование периферией и торцом круга (рис.7.5), при этом заготовки устанавливают на прямоугольном или круглом столе.
Плоское шлифование периферией круга (рис.7.5,а) выполняется при возвратно-поступательном или вращательном движении касательной подачи. Шпиндель круга располагается горизонтально. Возвратно-поступательное касательное движение подачи осуществляется прямоугольным столом станка 1, на котором устанавливают обрабатываемые заготовки 2. Осевое движение подачи осуществляется заготовкой или шлифовальным кругом периодически после каждого хода стола в касательном направлении или после каждого двойного хода. Подача на глубину (радиальная подача) осуществляется шлифовальным кругом периодически после завершения одного полного хода в осевом направлении перед началом другого хода.
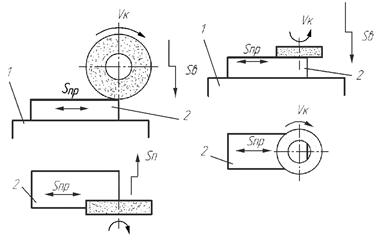
а б
Рис.7.5. Схемы шлифования плоскости периферией (а)
и торцом (б) круга
При плоском шлифовании с вращательным движением подачи обрабатываемые заготовки устанавливают на круглом вращающемся столе станка. Осевое движение подачи осуществляется шлифовальным кругом или заготовкой в направлении радиуса стола и является возвратно-поступательным; осевая подача задается в миллиметрах на оборот стола.
Станки, работающие периферией круга, отличаются универсальностью. Их применяют в средне- и мелкосерийном производствах.
Плоское шлифование торцом круга (рис.3.90,б) осуществляется при возвратно-поступательном, поступательном или вращательном касательном движении подачи. Шпиндель шлифовального круга располагается вертикально.
Возвратно-поступательное касательное движение подачи выполняет стол станка 1, на котором закрепляют обрабатываемые заготовки 2. При поступательном движении касательной подачи стол станка и шлифовальная бабка неподвижны, заготовку устанавливают на специальный транспортер, который опирается на рабочую поверхность стола станка. Транспортер осуществляет движение касательной подачи, перемещая заготовки вдоль стола через зону обработки. При вращательном движении подачи шлифование выполняется одним или несколькими кругами.
При торцовом шлифовании радиальное движение подачи обычно отсутствует, так как диаметр круга больше ширины рабочей зоны стола. Осевое движение подачи производится в большинстве случаев шлифовальным кругом.
Шлифование торцом является более производительным способом обработки, чем периферией круга, так как в резании одновременно участвует большее число режущих зерен. Однако увеличение площади контакта шлифовального круга с обрабатываемой заготовкой вызывает рост силы резания и интенсивное тепловыделение, что может явиться причиной деформации заготовки, образования прижогов и трещин на обработанной поверхности.
Плоскошлифовальные станки подразделяются на группы в зависимости от схемы обработки, характера движений подач и вида рабочей поверхности круга.
Плоскошлифовальные станки общего назначения с прямоугольным столом (рис.7.6) имеют шлифовальные бабки с горизонтальной или вертикальной осями вращения шпинделя. Такие станки различаются по степени автоматизации. Существуют неавтоматизированные станки и полуавтоматы с приборами активного контроля. Станки с вертикальным расположением шпинделя выполнены на базе станков с горизонтальным расположением шпинделя и отличаются только наличием каретки, на которой крепится шлифовальная бабка.
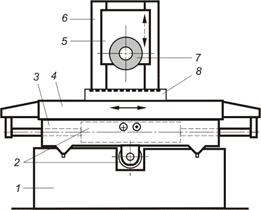
Рис.7.6. Плоскошлифовальный станок: 1 – станина; 2 – гидроцилиндры поперечной и продольной подач; 3 – поперечная каретка; 4 – продольный стол; 5 – шлифовальная бабка; 6 – стойка; 7 – шлифовальный круг; 8 – магнитная плита
Плоскошлифовальные станки с круглым вращающимся столом и горизонтальным расположением шпинделя подразделяются на неавтоматизированные и полуавтоматы. Такие станки целесообразно использовать для обработки колец, шайб, втулок, дисков в серийном и массовом производстве. Стол станка имеет наклон, что позволяет шлифовать не только плоские, но и наружные и внутренние конические поверхности. Важной особенностью конструкции станков является возможность автоматического регулирования частоты вращения стола, а также скорости его движения в осевом направлении в зависимости от расстояния между центром вращения стола и шлифовальным кругом.
Плоскошлифовальные станки с круглым вращающимся столом и вертикальным расположением шпинделя предназначены для шлифования торцом круга открытых плоскостей заготовок различной конфигурации в условиях серийного и массового производства. Схемы обработки на плоскошлифовальных станках с круглым вращающимся столом представлены на рис. 7.7.
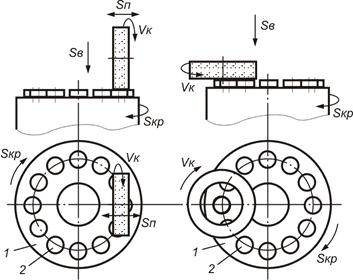
Рис. 7.7. Схемы карусельно-шлифовальной обработки на станках:
а – с горизонтальным; б – с вертикальным расположением шпинделя
Двусторонние торцешлифовальные станки выпускают в двух модификациях: с горизонтальным и вертикальным расположением шпинделя. Например, такие станки могут быть использованы для шлифования двух параллельных торцов деталей типа колец подшипников.
Продольношлифовальные станки предназначены в основном для шлифования направляющих станков и плоскостей корпусных деталей. Эти станки выпускают одностоечными и двухстоечными двух модификаций: с одной или двумя шлифовальными бабками для работы периферией круга или с двумя бабками для работы и периферией и торцом круга.
Существуют разнообразные способы и устройства для установки и закрепления заготовок при плоском шлифовании. Их выбор определяется формой, размерами и материалом обрабатываемых заготовок, моделью шлифовального станка, типом производства и т.д.
В большинстве случаев плоскошлифовальные станки оснащают электромагнитными плитами различных размеров и типов. На станках с возвратно-поступательным движением стола применяют прямоугольные электромагнитные плиты, на станках с вращающимся столом – круглые. В крупносерийном и массовом производствах могут быть использованы специальные приспособления.








