 2014-02-09
2014-02-09 1525
1525Шлифованием называется процесс абразивной обработки с преобладанием резания поверхности деревянных деталей в целях выравнивания поверхности до плоского состояния, придания ей высокой гладкости и калибрования щитовых деталей. В зависимости от вида шлифовального инструмента различают (рис. 42) ленточное, цилиндровое и дисковое шлифование.
Шлифовальную шкурку (рис. 42, а) можно рассматривать как многолезвийный инструмент с огромным числом режущих элементов — кромок абразивных зерен. Зерна 1 (из электрокорунда, карбида кремния или других абразивных материалов) посредством связки 2 (животного клея, карбамидной или фенольной смолы) связаны друг с другом и с основой 3 (бумагой, тканью, фиброй или комбинацией этих материалов).
Номер зернистости характеризует крупность зерен основной-фракции (части) зернового состава данного номера зернистости:
для шлифзерна и шлифпорошков он соответствует размеру стороны ячейки сита (в сотых долях миллиметра), на котором задерживаются зерна основной фракции; для микропорошков и тонких микропорошков он равен наибольшему линейному размеру зерна в поперечнике (в микрометрах).
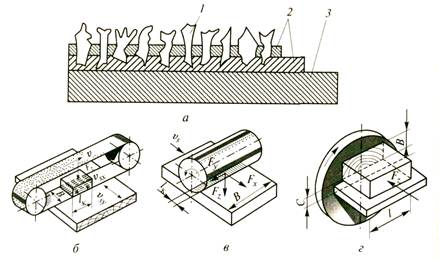
Рис. 42. Шлифование:
а – схема сечения шлифовальной шкурки; схемы шлифования: б — ленточного; в — цилиндрического; г — дискового
Абразивные материалы разделяются по крупности зерна на следующие группы и номера зернистости (ГОСТ 3647—80):
| Шлифзерно......................... | 200, 160, 125, 100, 80, 63, 50 | 40, |
| Шлифпорошки. | 32, 25, 20, 16 12, 10, 8, 6, 5, 4, 3 | |
| Микропорошки.................. | ,.. М63, М50, М40, М28, М20, М14 | |
| Тонкие микропооошки | М10. М7. М5 |
Средний радиус закругления режущих кромок зерна ρ уменьшается с уменьшением размеров зерен: для номеров зернистости 40, 25 и 16 он составляет соответственно 28, 19 и 13 мкм. Это обстоятельство, в частности, указывает, что высокая гладкость поверхности при шлифовании мелкозернистыми шкурками достигается благодаря уменьшению толщины срезаемых стружек и увеличению остроты режущих кромок мелких зерен.
До работы зерно имеет острую вершину, которая постепенно затупляется. Возрастающее по мере затупления зерна усилие резания вызывает откалывание от него частичек и образование новых острых кромок. В некоторых случаях зерно целиком выкрашивается из связки под действием усилия резания. Совокупность явлений, связанных с образованием у абразивных зерен в процессе работы новых режущих кромок или выкрашиванием частичек и целых затупившихся зерен из связки, называется самозатачиванием абразивного инструмента.
Основные параметры режима шлифования (для шкурки выбранной зернистости): давление на шлифуемой поверхности, направление шлифования относительно волокон древесины, скорость резания, скорость подачи, длина контакта с древесиной.
Давление g в зоне контакта шлифовального инструмента с обрабатываемым материалом влияет на количество активных (режущих) зерен, а значит, на производительность инструмента. Вместе с тем увеличение давления мало влияет на среднюю толщину срезаемых стружек и, следовательно, на шероховатость шлифовальной поверхности. По опытным данным, возрастание давления в 50 раз приводит к увеличению глубины неровностей всего на 5...14%.
Рекомендуемая величина давления для основных схем шлифования дана в табл.27. Направление шлифования. Практика и специальные исследования показывают, что при чистовом шлифовании наилучшее качество поверхности достигается при шлифовании вдоль волокон (угол скоса φc=0°). В чистовом шлифовании поверхностей, предназначенных для высококачественной отделки, допускается угол скоса не более 15°. При φc > 5°, что имеет место, например, при обработке щитов, облицованных в елку или в ромб, требуется тщательное шлифование до получения поверхностей с микронеровностями высотой не более 6...8 мкм; только при этих условиях следы от зерен будут незаметны.








