 2014-02-09
2014-02-09 458
458Заготовительные цехи и цехи механической обработки.
В этих цехах производится механическая обработка отдельных деревянных деталей. Здесь производятся следующие операции: пиление, строгание, фрезерование,сверление, шлифование и т. д. Для выполнения этих операций промышленностью выпускается различное оборудование.
2.5 Антисептирование
Для предохранения деревянных деталей и конструкций от загнивания и поражения насекомыми их после механической обработки обрабатывают антисептиками. Для антисептирования применяют маслянистые, водные и водонерастворимые средства в специальных ваннах.
В сборочных цехах осуществляется сборка из отдельных деталей различных столярных изделий -оконные переплеты, балки, фермы и т.д.
Сборка осуществляется на специализированных технологических линиях укомплектованных необходимым оборудованием. Окраска столярных изделий синтетически-окрасочным составом, лаками эмалями производится на высокомеханизированных полуавтоматических линиях.
Для нужд строительства при изготовлении монолитных бетонных конструкций на ряде ДОПр созданы специальные технологические линии по изготовлению комплектов инвентарной щитовой опалубки.
 Рис.26 Технологический процесс изготовления опалубки.
Рис.26 Технологический процесс изготовления опалубки.
Щитовая опалубка
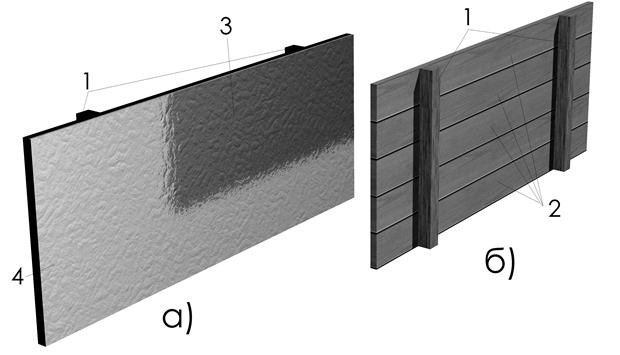
Рис.27 Схема щитов опалубки
а) – Лицевая сторона б) – Тыльная сторона
1. Брус. 2. Доска. 3. Металлический лист. 4. Слой слюди.
Для изготовления различных клееных и клеефанерных конструкций существуют специальные цехи.
Технология устройства. В заготовительном отделении доски до склеивания выдерживают 1–2 суток при t до 16°С. Затем осуществляется механическая обработка досок, после чего они поступают на посты сборки. Для склеивания применяются водостойкие клеи. Конструкции выдерживают под прессом в течении нескольких суток. Для сокращения сроков выдержки склеиваемые конструкции подвергаются нагреву при температуре 50 – 90°С в камерах ТВЧ.








