 2014-02-09
2014-02-09 772
772Рисунок 30 - Образование посадок в системе вала
Рисунок 29 - Образование посадок в системе отверстия
Для создания посадки в системе вала используют основной вал с верхним отклонением равным нулю (es = 0). Требуемый же характер посадки обеспечивается за счет изменения расположения поля допуска неосновного отверстия.
В общем случае, если необходимо создать посадку в системе вала с зазором, то используют отверстия с основным отклонением от A до H; если необходимо создать посадку переходную, то используют отверстия с основными отклонениями от JS до N; если необходимо создать посадку с натягом, то используют отверстия с основными отклонениями от P до Z (рис.30).
ПРИМЕР:
-  - посадка в системе вала, с зазором;
- посадка в системе вала, с зазором;
-  - переходная посадка в системе вала;
- переходная посадка в системе вала;
-  - посадка с натягом в системе вала.
- посадка с натягом в системе вала.
 |
В машиностроении, по технологическим соображениям рекомендуется допуск отверстия назначать на один квалитет грубее допуска вала.
Посадки в системе ЕСДП не являются обязательными, а лишь рекомендуемыми. В принципе, конструктор может сочетать любое отверстие с любым валом.
Все специализированные заводы выпускают режущие инструменты и калибры для полей допусков предпочтительного применения, поэтому предприятия заинтересованы в том, чтобы конструкторы использовали поля допусков предпочтительного применения, и можно было использовать дешевый покупной инструмент.
Во всех странах принята равной 200 C. В области малых размеров изменение температуры происходит более быстро (рис. 31).
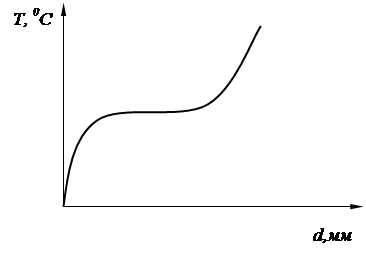 |
Рисунок 31 – График изменения размера в зависимости от температуры
На предприятиях, где необходимо производить особо точные измерения, в измерительных лабораториях выдерживается температура 200 C. Специальные датчики, реагируя на изменение температуры, включают либо нагрев, либо охлаждение. Измерительные лаборатории находятся на глубине 9 м под землей.
Температура детали и температура измерительного устройства должна быть одинаковой, что может быть достигнуто совместной выдержкой деталей и измерительного средства на чугунной плите (в одинаковых условиях). Под воздействием тепла руки контролера, в течении 15 мин размер скобы для проверки валов Æ 175 мм изменяется на 8 мкм, а скобы для проверки валов Æ280 мм на 11мкм.








