 2014-02-09
2014-02-09 843
843Виды зубчатых колес (Классификация по величине смещения).
В зависимости от расположения исходного производящего контура относительно заготовки зубчатого колеса, зубчатые колеса делятся на нулевые или без смещения, положительные или с положительным смещением, отрицательные или с отрицательным смещением.
|
Рис. 12.6
Если при нарезании зубчатого колеса увеличивать смещение, то основная и делительная окружность не изменяют своего размера, а окружности вершин и впадин увеличиваются. При этом участок эвольвенты, который используется для профиля зуба, увеличивает свой радиус кривизны и профильный угол. Толщина зуба по делительной окружности увеличивается, а по окружности вершин уменьшается.
|
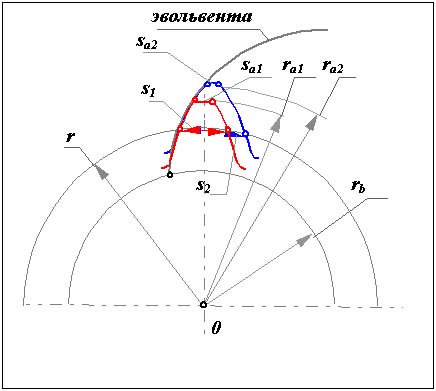
На рис. 12.7 изображены два эвольвентных зуба для которых
x2 > x1 => ra2 > ra1;
s2 > s1 => sa2 < sa1 .
Для термобработанных зубчатых колес с высокой поверхностной прочностью зуба заострение вершины зуба является нежелательным. Термообработка зубьев (азотирова-ние, цементация, цианирование), обеспечивающая высо Рис. 12.7 кую поверхностную прочность и твердость зубьев при сохранении вязкой серцевины, осуществляется за счет насыщения поверхностных слоев углеродом. Вершины зубьев, как выступающие элементы колеса, насыщаются углеродом больше. Поэтому после закалки они становятся более твердыми и хрупкими. У заостренных зубьев появляется склонность к скалыванию зубьев на вершинах. Поэтому рекомендуется при изготовлении не допускать толщин зубьев меньших некоторых допустимых значений. То есть заостренным считается зуб у которого
sa < [sa], где sa = m*(cos a / cos a a )*[(p /2)+ D - (inv a a - inv a)* z].
При этом удобнее пользоваться относительными величинами [sa /m ]. Обычно принимают следующие допустимые значения
улучшение, нормализация [sa /m ] = 0.2;
цианирование, азотирование [sa /m ] = 0.25...0.3;
цементация [sa /m ] = 0.35...0.4.








