 2014-02-12
2014-02-12 2646
2646Влияние параметров процесса на удельную производительность реакторов. Зависимость производительности от степени конверсии, типа реактора и вида кинетического уравнения. Использование производительности реактора к качестве оптимального процесса при выборе соотношения реагентов и температуры
Применение кинетических моделей для выбора и оптимизации условий проведения химических процессов. Удельная производительность идеальных реакторов и их сочетаний. Обоснование практического применения различных сочетаний идеальных реакторов.
Кинетические уравнения или модели, полученные при исследовании конкретного химического процесса, используют для выбора оптимальных условий его реализации, т.е. выбора типа реактора, температуры, начальных концентраций (парциальных давлений) и мольного соотношения реагентов, степени превращения и т.д.
На первом этапе химику-исследователю необходимо проанализировать найденную кинетическую модель, выявить факторы, влияющие на результаты процесса и обосновать минимум вариантов его осуществления. На этом этапе обычно руководствуются двумя главными показателями: удельной производительностью реактора и селективностью процесса. Однако ни один из них не может отдельно служить критерием для окончательного выбора варианта проведения процесса. Такими критериями являются экономические показатели, а именно: минимум себестоимости продукта, максимум прибыли при его производстве или минимум так называемых удельных приведенных затрат.
Удельная производительность идеальных реакторов и их сочетаний.
Одной из важнейших характеристик реактора является его удельная производительность, под которой понимают съем целевого продукта с единицы объема в единицу времени. В технологии ее выражают в кг или т на 1 л и 1 м3 в час, но мы будем пользоваться размерностью моль (кмоль) на 1 л или 1 м3 в час, так как она тесно связана с кинетикой, и при желании ее легко перевести в производственные размерности. Для гетерогенно-каталитических процессов удельную производительность можно относить и к единице массы катализатора.
Для непрерывно действующих реакторов в стационарных условиях удельная производительность определяется выражением

В периодическом аппарате часть времени при каждой операции тратится на загрузку, выгрузку, подогрев, охлаждение и т.д. Поэтому к чистому времени реакции τр необходимо добавить некоторое время непроизводительных затрат tн.з.. Тогда производительность такого реактора определяется соотношением
В случае простой реакции, не сопровождающейся образованием побочных продуктов, производительность можно выразить через степень конверсии по исходному реагенту
 (1)
(1)
В случае сложных реакций необходимо учитывать селективность процесса по продукту В и тогда правую часть уравнения (1) перемножают на величину интегральной селективности ФВ.
Сравним первоначально удельную производительность реактора идеального вытеснения и периодического реактора.
 (2)
(2)
Перемножив числитель и знаменатель правой части уравнения (2) на СА 0, имеем
Т.к.  , то
, то  (3)
(3)
Производительность периодического реактора
 (4)
(4)
Так как  , то производительности
, то производительности  и
и  выразятся как
выразятся как
 (5)
(5)
 (6)
(6)
Можно видеть, что удельные производительности идеальных реакторов периодического действия и идеального вытеснения различаются временем непроизводительных затрат. Оно особенно сказывается при быстром протекании реакции, когда удельный вес τн.з. в общем балансе технологического цикла достаточно высок. Поэтому периодические аппараты сохранили свое значение только для процессов большой продолжительности (3-5 часов и более), а также при малых масштабах производства или при выпуске на данной установке попеременно то одного, то другого продукта.
Периодические реакторы в основном применяют для жидкофазных реакций. Их выполняют в виде емкостных аппаратов с мешалками и теплообменом за счет рубашки и внутренних змеевиков, пустотелых аппаратов с перемешиванием жидкости путем ее циркуляции через выносной теплообменник или барботажных колонн, снабженных внутренними или выносными теплообменниками. Иногда для перемешивания реакционной массы в системе газ – жидкость используется эрлифт.
Как правило, в начале в аппарат загружают один из реагентов и, если требуется, растворитель и катализатор. Второй реагент подают постепенно или даже непрерывно во время реакции, что особенно характерно для реакций в системе газ – жидкость. Такой режим называется полупериодическим. Чаще всего преимущество имеют непрерывно действующие аппараты. Это объясняется стационарностью параметров их работы, более простым обслуживанием и уравнением, лучшей возможностью автоматизации производства и, как следствие, более высокой производительностью труда. Сравним удельные производительности реакторов идеального смешения и вытеснения.
 (7)
(7)
 (8)
(8)
Разделив почленно левые и правые части уравнений (7) и (8), имеем
Для реакции нулевого и порядка  и соотношение удельных производительностей равно единице. В этом случае реактор выбирается по технологическим соображениям и, как правило, такой выбор отдает предпочтение реактору смешения.
и соотношение удельных производительностей равно единице. В этом случае реактор выбирается по технологическим соображениям и, как правило, такой выбор отдает предпочтение реактору смешения.
Для реакции 1-го порядка имеем

Для реакции второго порядка имеем

В обоих случаях при ХА>0 отношение удельных производительностей этих реакторов меньше единицы (см. рисунок), из чего следует общий вывод: для всех реакций с кинетическими уравнениями простого типа, имеющих суммарный порядок больше нуля, реакторы вытеснения более производительны, чем аппараты смешения. Как мы увидим из дальнейшего, такой вывод верен для всех реакций, скорость которых падает с повышением степени конверсии, т.е. не имеющих индукционного периода или автокаталитического участка. Отмети, что реакторы полного смешения особенно невыгодны при доведении процесса до высокой степени конверсии (см. рисунок), которая более эффективно достигается в аппаратах идеального вытеснения.
Следовательно, с точки зрения удельной производительности обычно предпочтительны реакторы, близкие к моделям идеального вытеснения. Такими являются змеевиковые аппараты с охлаждением или нагреванием и по типу теплообменников "труба в трубе" либо погруженных, реакторы типа кожухотрубных теплообменников и аппараты с насадкой при условии турбулентного движения потока и значительном отношении их длины к гидравлическому диаметру. Такие типы реакторов используют для гомогенных гомофазных процессов в газовой и жидкой средах, а последние два – также для гетерофазных реакций (в системах газ – жидкость или жидкость – жидкость) и для гетерогенно-каталитических процессов. Практическая область их использования как аппаратов, близких к РИВ, ограничена сравнительно быстрыми реакциями с временем контакта менее 1-2 мин. В противном случае чрезмерно возрастает длина труб и их гидравлическое сопротивление или при снижении скорости потока с целью увеличения времени контакта режим движения перестает быть турбулентным.
реакторы полного смешения, которые применяют в виде аппаратов с мешалкой или проточно-циркуляционных установок, обычно наименее производительны, особенно при высокой степени конверсии сырья. Однако они имеют преимущества при проведении очень быстрых и сильно экзотермических реакций. В этом случае при значительной концентрации реагентов на входе в аппарат вытеснения выделяется слишком много тепла, и возможен перегрев смеси или даже взрыв. В отличие от этого в реакторе смешения происходит моментальное разбавление реагентов в большом объеме реакционной смеси и весь процесс идет при низкой их концентрации в безопасных условиях. Нередко режим смешения оказывается благоприятным для выведения смеси за пределы взрывоопасных концентраций, а также для проведения гетерофазных процессов, когда перемешивание является фактором интенсификации массообмена. Для непрерывного проведения более медленных реакций приходится применять иные типы реакторов. Их выполняют в виде реакционных колонн или других аппаратов большой емкости, но структура потоков в них значительно отличается от идеальной (реальные реакторы). Можно использовать сочетание или последовательность идеальных реакторов. Одно из таких сочетаний каскад РИС, сочетающих достоинства реакторов вытеснения и смешения.
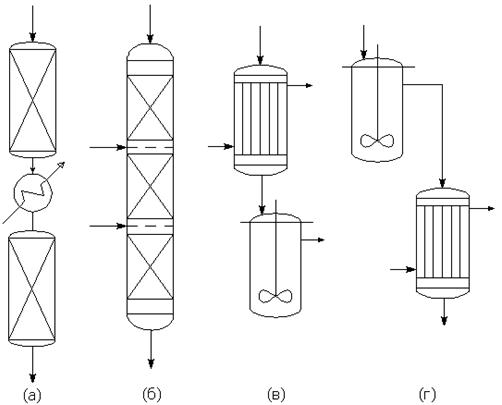
Кроме каскада реакторов полного смешения существуют другие сочетания идеальных реакторов, из которых наибольшее значение имеют последовательности вытеснение –вытеснение, вытеснение – смешение и смешение – вытеснение. Первое из них применяют при необходимости промежуточного подогрева или охлаждения реакционной смеси (а), а также при введении в них дополнительных компонентов (б). Последовательность идеальных реакторов вытеснения и смешения (в) используют редко. По удельной производительности она уступает единичному аппарату вытеснения, не имея по сравнению с ним каких-либо преимуществ. Пример такого сочетания – "закалка" в высокотемпературных процессах.
Более интересно сочетание реакторов полного смешения и идеального вытеснения, довольно широко используемое в промышленности. Для оценки возможностей такого сочетания используют графический метод, основанный на изображении кинетических данных в координатах  . В соответствии с уравнением
. В соответствии с уравнением  для аппарата идеального
для аппарата идеального 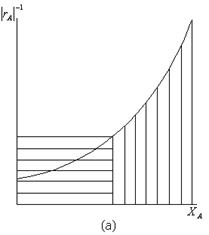 вытеснения величина V/FA 0 равна площади, ограниченной кривой обратной скорости, осью абсцисс и ординатами начальной и конечной конверсии. Для реактора идеального смешения величина V/FA 0 в соответствии с выражением
вытеснения величина V/FA 0 равна площади, ограниченной кривой обратной скорости, осью абсцисс и ординатами начальной и конечной конверсии. Для реактора идеального смешения величина V/FA 0 в соответствии с выражением  равна площади прямоугольника, стороны которого ограничены начальной и конечной степенью конверсии, осью абсцисс и значением обратной скорости при конечной степени конверсии. Очевидно, что при одинаковых FA 0, чем меньше эти площади, тем выше удельная производительность аппаратов или их комбинаций. Как видно из рисунка (а) для обычных реакций с падающей кривой скорости и, соответственно, растущей кривой обратной скорости удельная производительность системы смешение – вытеснение меньше, чем для РИВ, но больше, чем для РИС. Применение комбинации таких реакторов имеет особенный смысл для быстрых и высокоэкзотермичных реакций, когда первый, самый интенсивный (или взрывоопасный) период реакции проводится в условиях смешения или на проточно-циркуляционной установке, а заключительный – в трубчатом реакторе вытеснения, позволяющем наиболее эффективно достичь высокой степени конверсии. Другая область применения этой последовательности – осуществление реакций,
равна площади прямоугольника, стороны которого ограничены начальной и конечной степенью конверсии, осью абсцисс и значением обратной скорости при конечной степени конверсии. Очевидно, что при одинаковых FA 0, чем меньше эти площади, тем выше удельная производительность аппаратов или их комбинаций. Как видно из рисунка (а) для обычных реакций с падающей кривой скорости и, соответственно, растущей кривой обратной скорости удельная производительность системы смешение – вытеснение меньше, чем для РИВ, но больше, чем для РИС. Применение комбинации таких реакторов имеет особенный смысл для быстрых и высокоэкзотермичных реакций, когда первый, самый интенсивный (или взрывоопасный) период реакции проводится в условиях смешения или на проточно-циркуляционной установке, а заключительный – в трубчатом реакторе вытеснения, позволяющем наиболее эффективно достичь высокой степени конверсии. Другая область применения этой последовательности – осуществление реакций,
имеющих индукционный период. Например, для
автокаталитических реакций, кривая имеет вид, изображенный на рисунке (б). Здесь начальный участок снижения обратной скорости (увеличения скорости) обусловлен наполнением продукта, автоускоряющего реакцию, а конечный – снижением концентрации реагентов, причем в некоторой точке достигается минимум обратной скорости (максимум скорости). Как следует из заштрихованной площади (рис. б) наименьший реакционный объем (или максимальная удельная производительность) для такого процесса достигается при осуществлении первого его периода (до минимума обратной скорости) в аппарате полного смешения, а последующего периода – в реакторе идеального вытеснения. При этом точку минимума легко найти по точке перегиба автокаталитической кривой, приравнивая к нулю производную  .
.
Следует иметь в виду, что для реакций, характеризующихся индукционным периодом или автокаталитическим участком, есть другие, часто химические методы ускорения реакций – добавление в исходную реакционную массу веществ, способных ускорять реакцию – катализаторов, инициаторов. Примером такого решения является добавление к исходному изопропилбензолу части реакционной массы, содержащей гидропероксид изопропилбензола.
Влияние начальных концентраций и давлений на производительность определяется видом кинетических уравнений. Так, для необратимых реакций, описываемых кинетическими уравнениями простого типа

последние можно преобразовать в выражения

где e - коэффициент изменения объема в газофазных реакциях, b - начальное соотношение реагентов.
При подстановке этих выражений в уравнения производительности в конечном выражении последние для любого реактора множители  останутся. Например,
останутся. Например,  .
.
Из этого следует, что удельная производительность реакторов для реакций, описываемых кинетическими уравнениями простого типа при прочих равных условиях, будет прямо пропорциональна начальным концентрациям или парциальным давлениям в степени, равной суммарному порядку реакции.
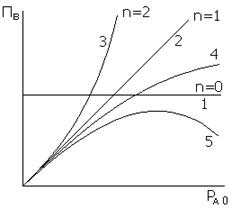
Такие зависимости представлены на рисунке для реакций нулевого, первого и второго порядков. Для реакций с кинетическим уравнением

удельная производительность растет по затухающей кривой (4). Для зависимости

кривая при определенных значениях Ха и bi может проходить через максимум (5).
Пример 1.
Найти общее решение максимальной удельной производительности реактора идеального смешения для реакции с кинетическим уравнением
Решение.
Для простой необратимой реакции имеем

Для нахождения условий максимума берем производную и приравниваем ее к нулю:
Выражение может равняться нулю при условии, что

Дальнейшие преобразования и решение квадратного уравнения дают
Следовательно, максимум удельной производительности достигается при тем меньшем парциальном давлении реагента, чем выше его адсорбционный коэффициент и ниже степень конверсии реагентов.
Аналогичная ситуация имеет место для обратимых реакций
В этом случае кинетическое уравнение будет определяться зависимостью

Парциальные давления компонентов могут быть выражены следующими равенствами

Тогда уравнение скорости приобретает вид
Производительность по продукту В для реактора идеального смешения выразится как

Максимальной производительности реактора соответствует условие

откуда следует

Тогда 
В то же время для обратимых реакций

парциальное давление реагента будет оказывать ускоряющее действие на процесс, степень которого снижается с приближением конверсии к равновесной величине.
С другой стороны, для обратимых реакций типа

давление будет выступать одновременно и фактором скорости и фактором смещения равновесия в сторону продуктов.
Еще один способ воздействия на удельную производительность реакторов состоит в применении избытка одного из реагентов, если оба они влияют на скорость реакции. Так, для реакции  с кинетическим уравнением
с кинетическим уравнением

получим удельную производительность реактора полного смешения

Можно видеть, что применяя избыток второго реагента Y, можно при той же конверсии повысить удельную производительность или при постоянстве последней увеличить степень конверсии, а следовательно, сделать сделать более экономичным рецикл.
Прием введения избытка более дешевого реагента широко используется в химической технологии (гидролиз хлорпроизводных и алкилсульфатов, гидрирование органических соединений водородом, контактное окисление SO2 в SO3 в присутствии серной кислоты). Для обратимых реакций этот эффект дополняется смещением равновесия с возможностью более полного превращения основного реагента в продукты.
В связи с изложенным следует отметить, что для газофазных реакций с фиксированным общим давлением и кинетическим уравнением типа
 и др.
и др.
удельная производительность реакторов всегда имеет максимум при определенном соотношении реагентов.
Пример.
Определите соотношения реагентов в реакции  , осуществляемой при атмосферном давлении, которому соответствует максимальная производительность, если скорость реакции описывается уравнением
, осуществляемой при атмосферном давлении, которому соответствует максимальная производительность, если скорость реакции описывается уравнением  .
.
Решение.
Для реактора идеального смешения производительность по NO2 определяется соотношением
Обозначим количество молей исходного О2  , а число молей NO=b. Тогда суммарное количество молей равно 1+b.
, а число молей NO=b. Тогда суммарное количество молей равно 1+b.
Тогда 
Оптимальному соотношению реагентов соответствует условие

откуда следует  .
.
т.е. соотношение  равно стехиометрическому. Можно ожидать, что это решение распространяется на все газофазные реакции.
равно стехиометрическому. Можно ожидать, что это решение распространяется на все газофазные реакции.
Влияние степени конверсии.
Большое влияние на удельную производительность реакторов оказывает степень конверсии. Так, для простой необратимой реакции с кинетическим уравнением  при проведении ее в аппарате идеального смешения при
при проведении ее в аппарате идеального смешения при  имеем
имеем  . Следовательно, с повышением степени конверсии удельная производительность падает тем более резко, чем выше суммарный порядок (рисунок, кривые 2 и 3), причем при
. Следовательно, с повышением степени конверсии удельная производительность падает тем более резко, чем выше суммарный порядок (рисунок, кривые 2 и 3), причем при  производительность стремится к нулю. Для реакторов идеального вытеснения ее снижение с конверсией выражено не так сильно (см. рисунок, кривые 1 и 2), вследствие чего эти реакторы предпочтительны для процессов, где особенно желательна высокая степень конверсии сырья.
производительность стремится к нулю. Для реакторов идеального вытеснения ее снижение с конверсией выражено не так сильно (см. рисунок, кривые 1 и 2), вследствие чего эти реакторы предпочтительны для процессов, где особенно желательна высокая степень конверсии сырья.
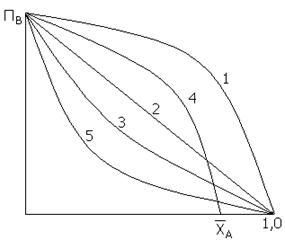
Рисунок. Зависимость удельной производительности от степени конверсии для реакций первого (2) и второго (3) порядков в РИС; для реакций первого (1) и второго (2) в РИВ; для обратимой реакции (4); для реакций, тормозимых образующимися продуктами (5).
В случае обратимых реакций (кривая 4) удельная производительность стремится к нулю, когда степень конверсии приближается к равновесной, а движущая сила обратимой реакции  – к нулю. Для реакций, которые тормозятся образующимися продуктами, удельная производительность падает с повышением степени конверсии особенно сильно (кривая 5) (кинетическое уравнение
– к нулю. Для реакций, которые тормозятся образующимися продуктами, удельная производительность падает с повышением степени конверсии особенно сильно (кривая 5) (кинетическое уравнение  ).
).
Таким образом, для реакций, характеризующихся суммарным порядком  удельная производительность существенно зависит от степени конверсии, падая до нуля при ХА=1 для необратимых реакций
удельная производительность существенно зависит от степени конверсии, падая до нуля при ХА=1 для необратимых реакций  – для обратимых реакций. Последнее показывает, что для полного завершения реакции требуется бесконечно большой объем реактора, что практически невозможно. Это – одна из причин широко распространенного в промышленности неполного превращения реагентов, которые после разделения смеси возвращаются в процесс (рецикл исходных реагентов).
– для обратимых реакций. Последнее показывает, что для полного завершения реакции требуется бесконечно большой объем реактора, что практически невозможно. Это – одна из причин широко распространенного в промышленности неполного превращения реагентов, которые после разделения смеси возвращаются в процесс (рецикл исходных реагентов).
В уравнение скорости реакции, и, соответственно производительности, входит константа скорости, существенно зависящая от температуры. В подавляющем большинстве случаев константа скорости сильно возрастает с ростом температуры. Поэтому температура является важнейшим фактором производительности процессов. Если в основе процессов лежат обратимые или необратимые эндотермические реакции, то производительность процессов возрастает с ростом температуры во всем мыслимом ее диапазоне. В случае обратимых эндотермических реакций температура одновременно действует как фактор ускорения реакции и как фактор смещения равновесия в сторону продуктов. Это хорошо иллюстрируется кинетическим уравнением таких реакций, например, для реакции 
 (1)
(1)
С ростом температуры возрастает и константа скорости реакции  и константа равновесия К. В результате растет сомножитель и сомножитель, заключенный в квадратную скобку.
и константа равновесия К. В результате растет сомножитель и сомножитель, заключенный в квадратную скобку.
По иному обстоит дело у обратимых экзотермических реакций (D Н >0), когда требования кинетики и термодинамики взаимно противоположны. В этой случае с ростом температуры возрастает член , но уменьшается константа равновесия К, что приводит уменьшению значения сомножителя, заключенного в квадратные скобки. Противоборство этих двух факторов обусловливает экстремальную зависимость производительности от температуры. Очевидно, что положение температурного экстремума зависит от степени конверсии реагентов, так как входящие в уравнение (1) концентрации компонентов зависят от глубины протекания процесса

Оптимальная температура тем ниже, чем выше степень конверсии и для данного случая выгодно постепенно понижающийся профиль температур (рис.1)
Рисунок 1. Зависимость скорости обратимой реакции от температуры при разной степени конверсии.
Последний вывод относится к реакторам периодического действия идеального вытеснения. В первом случае необходимо в течение операции по мере увеличения степени понижать температуру. При использовании робототехники с анализаторами состава реакционной массы должна быть закоммутирована «следящая система», дающая сигнал на исполнительный орган (вентиль горячего пара) на уменьшение интенсивности теплового потока в соответствии с требуемым значением оптимума. Во втором случае можно разбить реакционное пространство на секции и понижать температуру после каждой секции путем подачи части захоложенного реагента в реакционный поток или снимать избыточное тепло с помощью теплообменников. Можно предусмотреть также дифференциальный подогрев реакционного потока по высоте реактора.
При безградиентных условиях, когда реактор работает при постоянной температуре, оптимум последней определяется ординатой кривой при заданной степени превращения, а при использовании каскада реакторов идеального смешения температуру менять ступенчато в соответствии с принятой для каждого реактора степенью конверсии.
5. Применение кинетических моделей для выбора и оптимизации условий проведения процессов
Оптимизация – это нахождение экстремального (максимального или минимального) значения некоторой функции (критерия оптимизации) и соответствующих ему параметров в допустимой области изменения их значений, определяемой уравнениями и неравенствами.
В химической технологии в качестве критериев оптимизации используются экономические показатели, поскольку они наиболее емко отражают влияние всей совокупности параметров на процесс. При этом область изменения параметров (условий) этого процесса часто определяется границами, при достижении которых начинают прогрессировать процессы, обусловливающие неустойчивость процесса, его дезорганизацию, быстрый износ оборудования и т.п. Так, в процессах окисления органических соединений существуют ограничения на значения давления и соотношения реагентов, связанные с пределами воспламенения реакционных смесей. В процессах синтеза метанола и аммиака существуют ограничения на давление и температуру, связанные с прогрессированием коррозии аппаратуры под действием аммиака и водорода. В процессе парофазной гидратации этилена в этиловый спирт существует верхний предел давления, за которым наступает конденсация водяного пара и вымывание активного компонента катализатора (H3PO4) с пористого носителя.
Кинетическая модель химического процесса позволяет предложить некоторую область условий или варианты решений по типу реакторов наиболее выгодных с точки зрения производительности и селективности. Однако при варьировании каких-либо условий процесса удельная производительность и селективность нередко изменяется в противоположных направлениях, либо появляются дополнительные затраты, связанные с подготовкой реакционной смеси или разделением продуктов. Так, снижение конверсии или применение избытка второго реагента часто благоприятствует росту селективности и удельной производительности, но сопровождается повышенным расходом энергии на выделение и рециклизацию непрореагировавшего сырья; повышение концентрации катализатора или инициатора увеличивает производительность, но связано с дополнительными материальными затратами. Выбор оптимального типа реактора или организации в нем теплообмена нередко сопровождается увеличением затрат на сооружение и эксплуатацию реакционного узла. Повышение давления газофазных процессов, способствующее росту производительности, а часто и селективности, в то же время вызывает дополнительный расход энергии на компримирование. Увеличение температуры, способствуя увеличению производительности процесса, часто приводит к снижению селективности. Кроме того, высокотемпературные процессы требуют применения более дорогостоящих материалов. Все эти примеры показывают, что оптимизация по выходу целевого продукта или производительности не дает удовлетворительных результатов. Использование же экономических принципов позволяет учесть совокупность всех факторов, влияющих на процесс.
Одним из важных показателей производства себестоимость целевого продукта. Известно, что заводская себестоимость складывается из нескольких главных статей, доля которых в производстве многотоннажных продуктов составляет:
1. Сырье и вспомогательные материалы 40-70%
2. Энергетические затраты 10-40%
3. Заработная плата и прочие денежные расходы 10-15%
4. Амортизация оборудования 5-15%.
Можно видеть, что главная статья себестоимости – материальные затраты, основной причиной изменения которых является селективность, зависящая от работы реакционного узла. Меньший вклад в эту статью вносят потери сырья на стадии его подготовки и потери сырья и продуктов реакции на стадии их разделения. Существенное влияние на снижение материальных затрат имеет рециркуляция непрореагировавшего сырья, промежуточных продуктов и побочных веществ, образующихся по обратимым реакциям, а также утилизация побочных продуктов. Переход на синтез с использованием более дешевого сырья также снижает эту статью затрат.
Энергетические затраты представляют собой вторую по значимости статью в себестоимости продукции. Они складываются главным образом из расхода тепловой и электрической энергий (работа насосов, компрессоров, нагревание и охлаждение потоков, испарение жидких веществ, ректификация др.). В отличие от материальных энергетические затраты имеют место в основном на стадии подготовки сырья и разделения продуктов. Важным элементом их экономии является рациональная система утилизации энергии.
Амортизационные отчисления означают постепенный перенос первоначально изготовленного оборудования и сооружений на стоимость выпущенной продукции по мере их износа. Они служат также источником для воспроизводства сооружений и оборудования (ремонт, частичная или полная замена деталей и узлов). Норма этих отчислений составляет для зданий и оборудования соответственно 3 и 10-20% в год от данного вида основных фондов. Норма амортизационных отчислений и их абсолютная величина существенно зависят от сложности конструкций, давления, стоимости материалов аппаратуры, их коррозионной стойкости и т.д.
Заработная плата и другие виды денежных расходов зависят от степени механизации и автоматизации производства, применения автоматизированных систем управления и т.д. Не всегда повышение затрат на эти средства ведет к снижению общих расходов и себестоимости продукции, поэтому необходимая степень их использования должна оцениваться с учетом экономических факторов.
Минимум себестоимости – один из экономических критериев оптимальности производства. Перечисленные выше затраты складываются из расходов на всех стадиях процесса, причем каждый его узел вносит свой вклад в величину расходов. Поскольку все стадии и узлы производства связаны в единую технологическую схему, принятие решения по одному из них сказывается на других. Поэтому при комплексной оптимизации приходится учитывать эти взаимозависимости, решая сложную задачу со множеством переменных. Можно, однако, ограничиться приближенной (и в ряде случаев вполне реальной) задачей оптимизации отдельных стадий и, прежде всего реакционного узла. При этом принимаются во внимание переменные расходы реакционному узлу и смежным с ним стадиям, на которые непосредственно влияет варьирование условий процесса в реакторе. Затраты же по другим стадиям производства принимаются постоянными. Тогда

и минимум себестоимости достигается при снижении суммы переменных затрат. Чтобы связать их с условиями проведения процесса в реакционном узле и на смежных стадиях, составим экономический баланс в единицу времени

где М, Э, А, З – переменные затраты на исходные материалы, энергию, амортизацию оборудования и заработную плату в единицу времени. Первое слагаемое без учета потерь равно

где  - величины потоков исходных и вспомогательных материалов, поступающих в реакционный узел, степень их конверсии и оптовая цена. При отсутствии рецикла или регенерации
- величины потоков исходных и вспомогательных материалов, поступающих в реакционный узел, степень их конверсии и оптовая цена. При отсутствии рецикла или регенерации  принимается равной единице.
принимается равной единице.  - величина потока и оптовая цена побочных продуктов, получаемых в реакторе и подлежащих утилизации.
- величина потока и оптовая цена побочных продуктов, получаемых в реакторе и подлежащих утилизации.
Энергетические затраты можно выразить количественно только для данной конкретной схемы. Так, работа сжатия газа, пропорциональная  , затраты на отгонку исходного реагента при его рецикле примерно составляет
, затраты на отгонку исходного реагента при его рецикле примерно составляет
где  и
и  - теплота испарения реагента и водяного пара, f – флегмовое число,
- теплота испарения реагента и водяного пара, f – флегмовое число,  - оптовая цена пара. При использовании тепла на получение вторичного пара, отводимого на сторону, его стоимость вычисляют из суммы энергетических затрат.
- оптовая цена пара. При использовании тепла на получение вторичного пара, отводимого на сторону, его стоимость вычисляют из суммы энергетических затрат.
Амортизационные отчисления являются произведением их нормы (а = 0,10-0,20 в год или (0,10-0,20)/8000 в час) на стоимость оборудования реакционного узла и смежных с ним стадий. Эта стоимость связывается с объемом данного вида оборудования двумя приближенными способами
1. Считают, что часть стоимости не зависит от объема, а другая - пропорциональна ему, т.е. 
2. Принимают, что стоимость пропорциональна дробной степени от объема аппаратов, т.е.  , где
, где  - стоимость данного вида оборудования в расчете на 1 м3 его объема.
- стоимость данного вида оборудования в расчете на 1 м3 его объема.
В обоих способах учитывается влияние удельной производительности и единичной мощности оборудования.
Расходы на заработную плату можно выразить количественно лишь для конкретного случая. Обычно они пропорциональны дробной степени от мощности по целевому продукту, т.е.  , где з – заработная плата на единицу мощности по целевому продукту.
, где з – заработная плата на единицу мощности по целевому продукту.
Учитывая изложенное выше и принимая во внимание, что без учета потерь  получим следующее уравнение для суммы переменных затрат в себестоимости продукции
получим следующее уравнение для суммы переменных затрат в себестоимости продукции
 (1)
(1)
В нем фигурируют такие показатели производства, как степень конверсии, селективность, объем реактора. Выразив эти показатели количественно, можно найти минимум суммы переменных затрат и минимум себестоимости продукта.
Когда способ производства определен или нужно усовершенствовать уже существующую технологию, одним из экономических критериев оптимизации является минимум себестоимости целевого продута. Однако себестоимость сравнительно слабо зависит от производительности и поэтому эффективно использование другого экономического критерия – минимума дохода при прибыли
 (2)
(2)
где FB – производительность (мощность) по товарному продукту В, ЦВ – его оптовая цена, СВ – его заводская себестоимость. Прибылью определяется рентабельность производства, являющаяся одним из основных показателей экономической эффективности. Очевидно, что при FB = const максимум дохода достигается при минимуме себестоимости.
Наконец, при оценке разных методов производства или способов организации отдельных его стадий важнейшим экономическим критерием оптимальности является минимум приведенных затрат

где Е – отраслевой нормативный коэффициент эффективности капитальных вложений, равный обратной величине срока их окупаемости (для химической и нефтехимической промышленности Е = 0,15-0,25); Куд. – удельные капитальные вложения на единицу продукции. Как и стоимость оборудования, Куд. изменяется в дробной степени от их объема. В полученных уравнениях переменных затрат себестоимости и прибыли отдельные слагаемые являются функцией таких параметров как начальные парциальные давления (или концентрации) степень конверсии и т.д. Проведя соответствующие замены и найдя положение экстремума переменных затрат себестоимости или прибыли, можно найти оптимальные параметры процесса. Многие из них влияют и на селективность процесса. В данном случае мы рассмотрим лишь некоторые простейшие задачи, связанные с изменением только удельной производительности реактора.
Одна из них состоит в выборе оптимальных количеств гомогенного катализатора, инициатора или интенсивности излучения, когда увеличение затрат на интенсификацию процесса противопоставляется снижению объема и стоимости реактора.

