 2014-02-12
2014-02-12 2094
20941. Из - за наличия возвратно-поступательного движения для уменьшения сил инерции снижается скорость главного движения. 2. Инструмент находится в контакте с заготовкой только при рабочем ходе, при обратном ходе он не участвует в процессе резания. 3. В контакт с заготовкой РИ входит с ударом, что может привести к разрушению режущей части РИ. По этой причине строгальные резцы более массивные по сравнению с токарными. 4. Для исключения или уменьшения «заедания» резцы делают изогнутыми (рис.2) (для формы (б) изгиб стержня резца вокруг точки О под действием сил строгания вызывает внедрение вершины резца в обрабатываемую поверхность заготовки, для формы (а) этого не происходит).
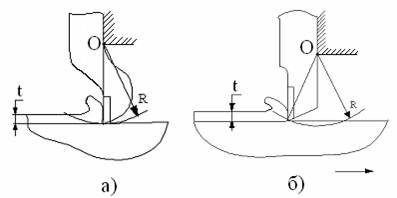
Рис.2 Форма строгальных резцов
Строгальные и долбежные резцы
На строгальных станках в начальный момент резания резцы испытывают ударные нагрузки, а при дальнейшем резании возможны вибрации, что связано с консольным креплением резца и изменением глубины резания. В связи с консольным закреплением строгальных резцов вершина резца в процессе резания (в результате отжима) будет перемещаться по дуге окружности.
При этом чем дальше вершина лезвия отстоит от опорной плоскости резца, тем больше радиус этой окружности. Дополнительное перемещение вершины приведет к ее углублению в тело заготовки, а это в свою очередь к изменению глубины резания и поломке резца. Во избежание этого необходимо, чтобы вершина лезвия резца располагалась на уровне его опорной плоскости, для чего резцы делают с изогнутым корпусом. У строгальных резцов следует увеличить угол наклона главной режущей кромки до 20 градусов с целью предохранения вершины лезвия от ударной нагрузки.
По роду выполняемой работы строгальные резцы делят на проходные, отрезные, подрезные. Для чистовой обработки плоскостей применяют чистовые резцы. Долбежные резцы применяют при обработке внутренних поверхностей на долбежных станках в единичном и мелкосерийном производстве.
Для положения вершины резца в точке А1 вектор деформации под действием силы Рz - ∆1 будет направлен в «тело» обрабатываемой поверхности, что приведет к изменению глубины резания и возникновению вибраций – к снижению качества обработки и стойкости РИ. Для исключения этого недостатка вектор деформации в точке А должен быть параллельным обрабатываемой поверхности, что будет иметь место в точке А2.В этом случае державка резца должна быть выполнена изогнутой. Однако под действием средней составляющей силы Рz (рис.44) вершина резца переместиться в точку А3 и вектор деформации будет направлен вверх, что также приведет к изменению толщины резания и вибрации. Для исключения этого недостатка вершина резца в исходном состоянии без нагрузки должна быть расположена в точке А4 на некотором расстоянии к от точки А2, где к- величина перемещения вершины резца под действием средней составляющей силы Рz, которая зависит от различных факторов и в среднем составляет 1-1,5 мм.
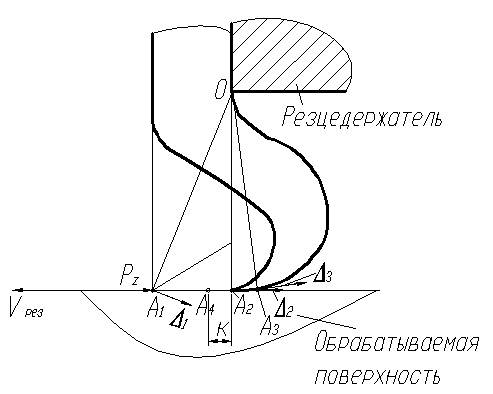
Рис. 43
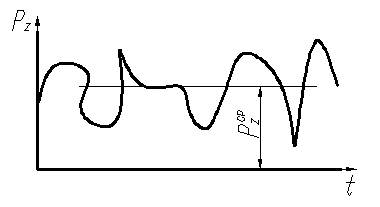
Рис. 44








