 2014-02-12
2014-02-12 1115
1115Схема накатывания резьбы на проход
Рис. 152
Такая накатка осуществляется на резьбонакатных станках. Заготовка укладывается в магазин и по мере необходимости, по одной с помощью отсекателя подается в зону накатывания резьбы
.
1 – Неподвижный ролик
2 – Подвижный ролик
3 – Упор
D1 = D2
Осуществляется двумя методами:
1) D1 = D2; n1 ¹ n2
2) D1 ¹ D2; n1 = n2
Способ 2) применяется чаще.
 |
D1 / D2 = 1,1 – 1,2
Рис. 153
Расчет роликов
Сводится к определению числа заходов i, по wи = w
wn – угол наклона винтовой линии ролика.
w – угол наклона накатанной резьбы
Угол wn: tgwn = Pn / ПD2
Pn – шаг резьбы ролика
D2 – средний диаметр резьбы ролика
Угол w: tgw = P / Пd2
Pn / ПD2 = P / Пd2; D2 / d2 = Pn / P = i; i = D2 / d2
Размер D2 ограничивается возможностями резьбонакатного станка, как в min, так и в max отношении. Поэтому при min D2 равному 150мм. для накатной резьбы М1,7 * 0,35 Þ i = 88. Такую резьбу трудно прошлифовать на ролике.
Резьбонакатные ролики перетачиваются методом перешлифовки резьбы.
m = ± 0,0175D2
wn = (3 – 5).
РАЗВЁРТКИ
По способу применения разделяют:
а) ручные
б) машинные
По форме обрабатываемого отверстия:
а) цилиндрические
б) конические
По методу закрепления:
а) н асадные
б) хвостовые
По конструкции:
а) цельные
б) сборные
в) жесткие
г) регулируемые
Ручные развёртки диаметром 3…40 мм. изготавливаются из БРС, а также из ОХС, т.к. они работают при меньших скоростях резания.
Машинные развёртки, диаметр 3…50 мм. и ножи для сборных развёрток диаметром 40…100 мм. изготавливаются из БРС или оснащают пластинами из твёрдого сплава.
Машинные хвостовые развёртки с диаметром рабочей части 10 мм. и выше, изготавливаются сварными, хвостовик из стали 45 или 40Х.
Корпуса сборных развёрток и оснащенных напайными пластинами из твёрдого сплава изготавливаются из 40Х, корпуса ножей из У7, У8.
Ручные: φ = 1..20
Машинные: φ = 5..450
При обработке заготовок из обычного чугуна, угол φм = 50; из стали φм = 150
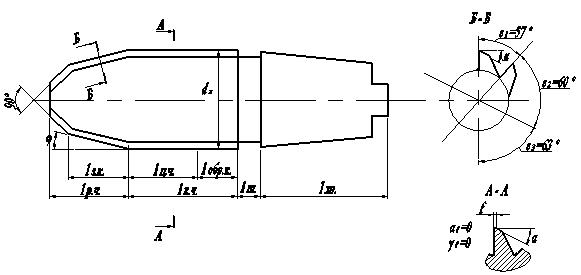
Рис. 161
φ – угол заборного конуса
Lр.ч. – длина режущей кромки
Lк.ч. – длина калибрующей части
Lц.ч. – длина цилиндрической части
Lобр.к. – длина обратного конуса
ε1, ε2, ε3 – шаговые углы развёртки с 6 зубьями.
Различие угла φ у ручных и машинных развёрток обосновывается так: ручная развёртка применяется для снятия в отверстии небольших припусков и уменьшение угла φ приводит к уменьшению шероховатости обрабатываемого отверстия.
Машинные развёртки применяются для снятия больших припусков в отверстиях, и уменьшение угла φ в этом случаи привело бы согласно неодинаковой степени возведения на главную состовляющую силы резания Pz, ширины и толщины срезаемого слоя, к увеличению Pz и следовательно к поломки инструмента.
Pz = Cpz · a0,75 · b1,0;
φ↓ → a↓; b↑ → Pz↑;
 ;
;
φ↓ → Мкр↑
Хвостовик в зависимости от диаметра бывает:
а) конический
б) цилиндрический, заканчивается квадратной лапкой, для передачи Мкр.
ПРИМЕНЯЮТСЯ: с прямыми и винтовыми зубьями.
При применении прямозубых развёрток, зубья по окружности должны располагаться с неравномерным угловым шагом, что снимает огранку обрабатываемого отверстия, т.е. уменьшается шероховатость.
При встрече зубьев с твёрдыми или мягкими включениями развёртка отжимается, и при равномерном расположении зубья будут оставаться в одном и том же месте, более уплотнённые следы на поверхности отверстия в виде продольных полос. Это явление указывает на неравномерную твёрдость поверхностного слоя обрабатываемого отверстия.
Для устранения следов необходимо делать неравномерный окружной шаг зубьев у развёрток. Эта неравномерность на полуокружности применяется:
∆ε = 30 для развёрток, имеющих 6 зубьев;
∆ε = 20 –для развёрток, имеющих 8 зубьев;
∆ε = 1,50 для развёрток, имеющих 10 зубьев;
∆ε = 10 для развёрток, имеющих 12 зубьев;
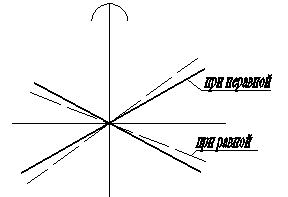
Рис. 162
Для измерения диаметра развёртки – число зубьев должно быть чётным.
 - для машинных и ручных цельных развёрток;
- для машинных и ручных цельных развёрток;
 - для машинных сборных конструкций.
- для машинных сборных конструкций.
Размеры угловых шагов при любом Z, определяется:
 ;
;
 ;
;
Длина калибрующей части составляет:
Lк.ч. = (0,5…0,4)Lр.ч
Lобр.к. = Lк.ч.
На калибрующей части оставляется цилиндрическая фаска: f = 0,05…0,1 мм.
Определение диаметра калибрующей части развёртки
При развёртывании отверстия происходит разбивка. Это учитывается при определении диаметра калибрующей части нерегулируемых развёрток.
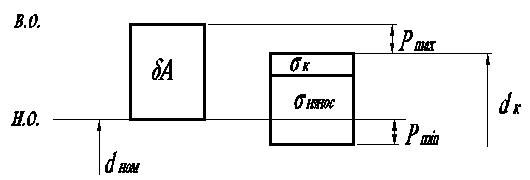
Рис. 163
dк = dном + В.О. – Pmax – δК
dном – номинальное значение диаметра обрабатываемого отверстия;
Рmax – max разбивка;
δК – допуск на изготовление диаметра калибрующей части развёртки.
Pmax – определяется экспериментальным путём, но если он не проведён, то:

δА – допуск на обрабатываемый диаметр отверстия.

Аналогичная схема применяется и при определении диаметров других осевых инструментов, такие как: сверло, концевые и шпоночные фрезы.
Pmax = 0,75dA – для сверла;
Pmax = 0,4dA – для зенкера.

