 2014-02-09
2014-02-09 2389
2389Свободной ковкой можно изготовлять поковки различной массы: от нескольких граммов (кованые рыболовные крючки, лезвия ножей, коуши для петель тросов) до нескольких десятков и сотен тонн (детали гидротурбин, цилиндры гидроаккумуляторов, валы корабельных гребных винтов и т.д.).
Разновидности свободной ковки по характеру используемой деформирующей силы для наглядности можно представить в виде следующей схемы:
Ручную ковку выполняют на наковальнях с применением в качестве основного деформирующего инструмента кувалд с массой 2–16кг. В настоящее время этот вид ковки промышленного применения практически не имеет и служит, в основном, для выполнения ремонтных работ, а также для изготовления мелкой кузнечной продукции в небольших мастерских. Поэтому данный вид ковки в лекциях рассматриваться не будет.
Машинная ковка является весьма распространенной в единичном и мелкосерийном производствах с использованием молотового оборудования для обработки мелких и средних поковок и прессового – для средних и крупных поковок. При этом для области использования оборудования распределяются следующим образом.
Ковочные механические молоты (пружинно-рессорные, кривошипные и др.) с массой падающих частей G = 10¸100кг предназначены для изготовления поковок массой 0,1¸2,5кг (фасонных) из заготовок с размерами диаметром 20¸50мм соответственно.
Ковочные пневматические молоты с G = 50¸1000кг используют для ковки поковок массой 1¸70кг из заготовок диаметром 70¸160мм соответственно.
Ковочные паровоздушные молоты с G = 50¸1000кг используют для ковки поковок массой 70¸1300кг из заготовок диаметром 160¸400мм соответственно.
Ковочные гидравлические прессы номинальной силой Р Н = 5¸150МН используют для ковки поковок из слитков массой 2¸300тн соответственно.
Ковочные механические прессы имеют ограниченное применение и поэтому данные по ним здесь не приводятся.
При машинной ковке используются специальные кузнечные инструменты, которые подразделяются на следующие виды: основные (рабочие или технологические), вспомогательные (поддерживающие) и измерительные.
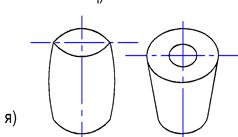
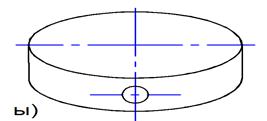
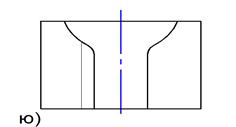
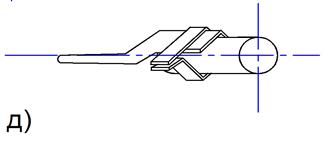
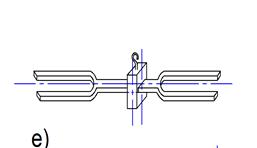
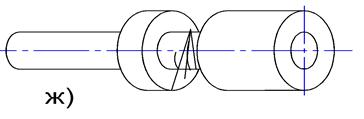
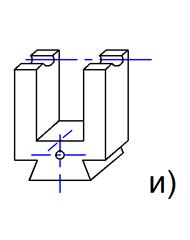
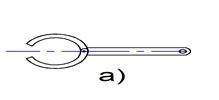
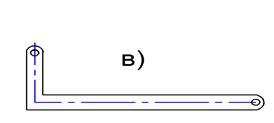
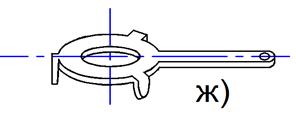
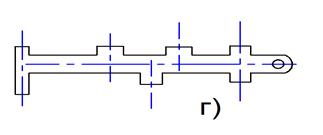
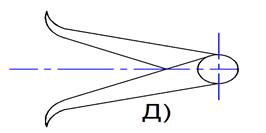
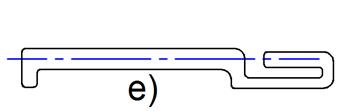
К рабочим кузнечным инструментам относятся (рис. 19):
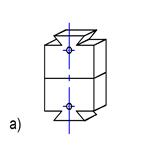
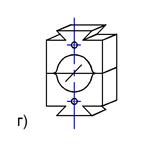
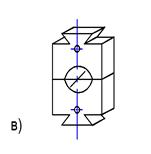
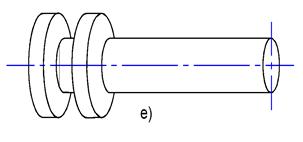
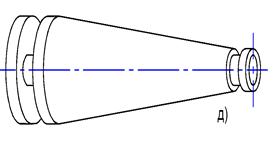
бойки плоские (а), закругленные (б), вырезные ромбические (в) и вырезные радиусные (г); оправки конусные (д) и цилиндрические (е);
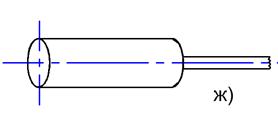
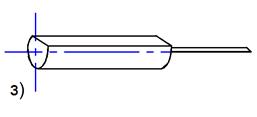
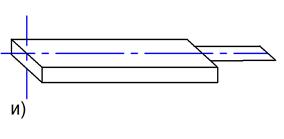
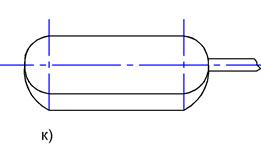
раскатки круглые (ж), полукруглые и овальные (з), прямоугольные (и) и фасонные (к);
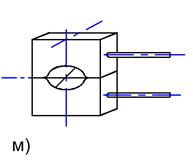
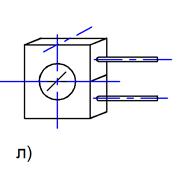
обжимки круглого (л) и квадратного (м) профиля;
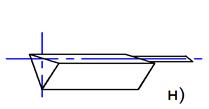
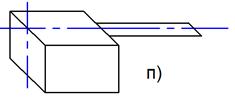
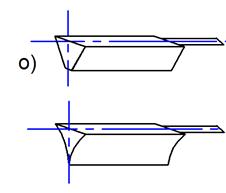
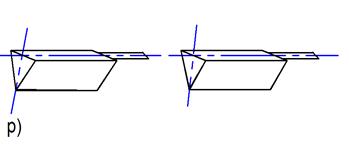
пережимки треугольные (н), трапециевидные и фасонные (о) и квадраты (п);
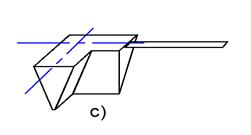
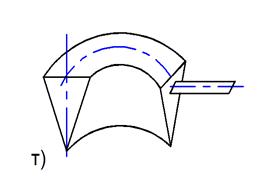
топоры односторонние и двухсторонние (р), угловые (с) и фасонные (т);
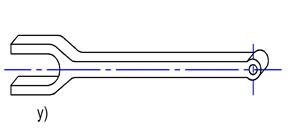
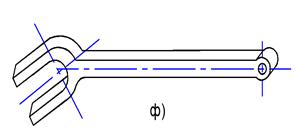
вилки для гибки и кручения с прямой (у) и с изогнутой (ф) осью;
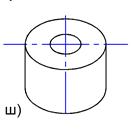
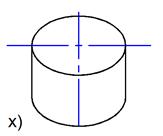
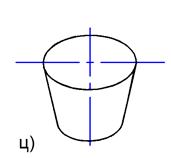
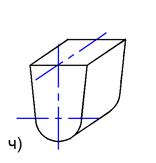
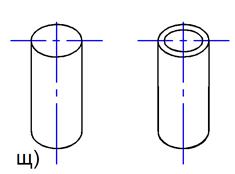
прошивни цилиндрические (х), конические (ц), клиновидные (ч) и пустотелые (ш), а также надставки к ним (щ) – сплошные и пустотелые цилиндры;
плоские (ы) и сферические (ю) осадочные плиты с отверстиями;
бочкообразные и конические калибровочные оправки для отверстий (я).
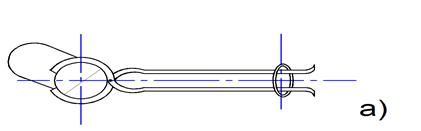
К вспомогательным кузнечным инструментам относятся (см. рис.20):
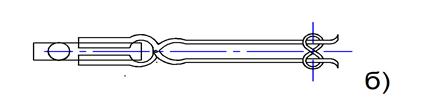
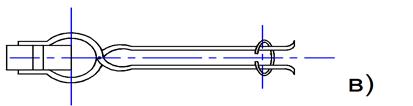
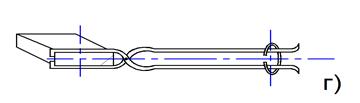 клещи кузнечные гаечные или поперечные (а), продольные или торцовые (б), продольно-поперечные (в), специальные (г) с кольцами, скобами, восьмерками, шпандырями для фиксации зажима заготовок губками клещей;
клещи кузнечные гаечные или поперечные (а), продольные или торцовые (б), продольно-поперечные (в), специальные (г) с кольцами, скобами, восьмерками, шпандырями для фиксации зажима заготовок губками клещей;
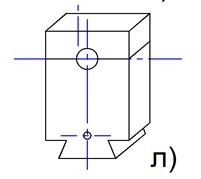
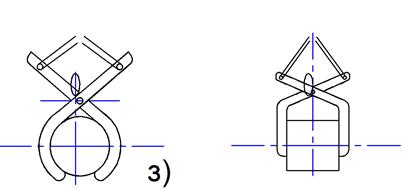
специальные приспособления для транспортных и кантовальных работ – воротяжки (д), загрузочно-разгрузочные вилки (е), патроны и уравновешивающие штанги кантователей (ж), клещи грузоподъемные крановые транспортные (з), козлы (и), захваты манипуляторов (к) и кузнечные люнеты (л).
К мерильным кузнечным инструментам относятся (рис. 21):
стандартный инструмент – штангенциркули и метрические линейки (на рис. 21 не показаны);
· специальный кузнечный инструмент – кронциркули (а), угломеры (б), угольники (в), калибры (г), нутромеры (д), проволочные мерители (е) и различного рода шаблоны (ж).
Инструмент для свободной ковки изготовляют из следующих марок сталей:
· бойки – стали 50, 50Г, 40ХН, 5ХНВ, 5ХГМ;
· оправки – стали 35, 40, 50, 40ХН, 5ХГМ, 50Х;
· раскатки – стали 40, 45, 40Х;
· обжимки – стали 40, 45, 50, У7, 40Х;
· пережимки – стали 40, 45, 40Х;
· топоры, просечки – стали 35ХМ, 5ХНВ, 7Х3, 8Х3, 5ХГМ, 5ХНМ;
· вилки – стали 40, 45, 40Х;
· прошивни – стали 40Х, 50, 5ХНВ, 5ХГМ;
· надставки к прошивням – стали 40, 50, 50Х;
· осадочные плиты – стали 35, 35Л и ст.3;
· клещи кузнечные – стали 15, 20, 25 и ст.3;
· вилки загрузочно-разгрузочные, гибочные – стали 40, 45, 50, 50Х;
· кузнечные козлы, люнеты, патроны кантователей – стали 35, 40, 45;
· кольца подкладные, осадочные – стали 35, 50, 5ХГМ;
· мерительный инструмент стандартный – стали У8А, У9А, У10А
· мерительный кузнечный инструмент нестандартный – стали 20, 30, 40, 45, 50 и ст.3, 5;
· ручки к топорам, раскаткам и другому инструменту – стали 15, 20, 25 и ст.3;
· уравновешивающие штанги к кантователю – стали ст.3, 4, 5.
Технологические процессы свободной ковки состоят из ковочных операций и переходов, выполняемых в определенной последовательности друг за другом в зависимости от конфигурации поковок и их размеров. При этом:
· под технологическим процессом подразумевают часть производственного процесса, непосредственно связанную с последовательным изменением состояния предмета производства;
· под ковочной операцией понимают часть технологического процесса, выполняемую на одном рабочем месте и охватывающую все действия рабочих и оборудования над обрабатываемым изделием (поковкой);
· под технологическим переходом понимают часть технологической операции, характеризующуюся неизменностью обрабатываемой поверхности и неизменностью режима работы оборудования.
Основными операциями свободной ковки являются: осадка (высадка), прошивка, вытяжка (протяжка), гибка, кручение (скручивание, разворот), рубка и сварка.
Главенствующее место среди перечисленных операций занимает осадка, которая используется либо в явном виде, либо проявляется в форме своих разновидностей в остальных операциях ковки. Поэтому при выборе деформирующего оборудования (ковочных молотов или прессов) для ковки поковок в качестве определяющего принимают технологическую силу операции осадки, или же силу протяжки и прошивки, расчет которой выполняют по формулам, основанным на закономерностях операции осадки.

