 2014-02-09
2014-02-09 1447
1447Гибка
Протяжка (вытяжка)
Протяжкой (вытяжкой, поперечным обжимом) является операция свободной ковки, при которой происходит увеличение длины исходной заготовки за счет уменьшения площади ее поперечного сечения. Протяжка – противоположность осадки и, в то же время, выполняется с помощью последней.
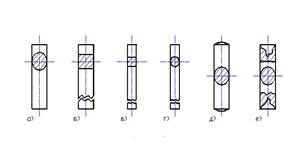
При выполнении различных разновидностей операции протяжки используют рабочий инструмент, представленный на рис. 19а,б…и.
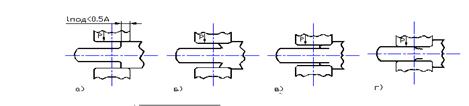
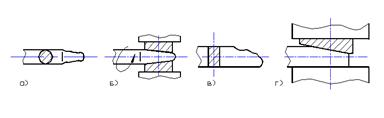
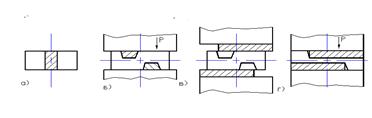
 В практике свободной ковки применяют многие приемы протяжки, но наиболее распространенным из них является протяжка на плоских бойках (универсальных). Схематично такой вид протяжки представлен на рис. 41. После подачи части металла заготовки под бойки на величину l ПОД и нажатии (ударе) верхним бойком по металлу происходит местная осадка последнего. При этом, как и при операции осадки, металл течет как вдоль оси заготовки (l ПРОТ – величина протяжки), так и поперек нее (b УШИР – уширение). Но, так как протяжку выполняют с целью увеличения длины заготовки, а не ее уширения, то необходимо последнюю, по возможности, уменьшить. Это достигается ограничением величины подачи металла под бойки в пределах
В практике свободной ковки применяют многие приемы протяжки, но наиболее распространенным из них является протяжка на плоских бойках (универсальных). Схематично такой вид протяжки представлен на рис. 41. После подачи части металла заготовки под бойки на величину l ПОД и нажатии (ударе) верхним бойком по металлу происходит местная осадка последнего. При этом, как и при операции осадки, металл течет как вдоль оси заготовки (l ПРОТ – величина протяжки), так и поперек нее (b УШИР – уширение). Но, так как протяжку выполняют с целью увеличения длины заготовки, а не ее уширения, то необходимо последнюю, по возможности, уменьшить. Это достигается ограничением величины подачи металла под бойки в пределах  . При
. При  существенно увеличивается уширение металла, а при
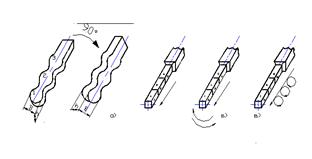
существенно увеличивается уширение металла, а при  возникает опасность образования зажимов на протягиваемой поверхности металла (последовательность образования таких зажимов см. на рис. 42а-г).
возникает опасность образования зажимов на протягиваемой поверхности металла (последовательность образования таких зажимов см. на рис. 42а-г).
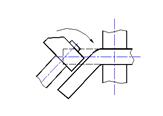
Протяжка заготовок квадратного и прямоугольного сечения на плоских бойках можно осуществлять тремя способами:
– протяжкой по двум сторонам с одной промежуточной кантовкой на угол 90О;
– протяжкой по двум сторонам с периодическими кантовками на угол 90О;
– протяжкой по винтовой линии (протяжкой по четырем сторонам), - см. рис. 43а,б,в.
Такие способы протяжки обычно рекомендуют для высокопластичных сталей. При этом необходимо выполнять следующие рекомендации:
1. Рабочие плоскости бойков должны быть строго параллельны между собой и перпендикулярны к действующей силе.
2. Грани бойков, примыкающие к их рабочим плоскостям, должны быть заовалены достаточным радиусом во избежание надрывов и зажимов металла на поверхностях поковок (рис. 41).
3. Протяжку слитков следует выполнять от их середин по направлению к концам с целью вытеснения в концевые отходы наиболее дефектных частей слитков (донных и прибыльных);
4. После очередной кантовки следует следить за тем, чтобы боковые поверхности протягиваемых заготовок были бы перпендикулярны к рабочим плоскостям бойков во избежание появления сдвигающих усилий, которые могут привести к трещинам в деформируемом металле или к его вырыву из-под бойков.
 5. В процессе протяжки заготовки по двум сторонам с кантовками на угол 90О следует контролировать соблюдение условия
5. В процессе протяжки заготовки по двум сторонам с кантовками на угол 90О следует контролировать соблюдение условия  (рис. 43), иначе при деформации металла после очередной кантовки может произойти изгиб сечения заготовки, как при осадке высоких заготовок (рис. 23).
(рис. 43), иначе при деформации металла после очередной кантовки может произойти изгиб сечения заготовки, как при осадке высоких заготовок (рис. 23).
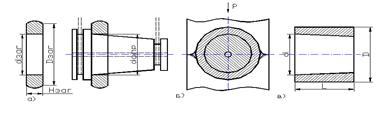
 6. При протяжке заготовок с большего круглого поперечного сечения (с диаметром D) на меньшее (с диаметром d) прежде всего первое следует перековать на квадратное (со стороной квадрата
6. При протяжке заготовок с большего круглого поперечного сечения (с диаметром D) на меньшее (с диаметром d) прежде всего первое следует перековать на квадратное (со стороной квадрата  ), а затем протянуть последнее на квадратное сечение со стороной квадрата
), а затем протянуть последнее на квадратное сечение со стороной квадрата  и только потом из этого квадратного сечения протягивать заготовку диаметром d (рис. 44а,б,в,г). Такая последовательность ковки необходима для того, чтобы в операцию протяжки вовлекалось все поперечное сечение заготовки, а не только ее периферийные слои, как это имеет место при протяжке с круга диаметром D на круг диаметром d.
и только потом из этого квадратного сечения протягивать заготовку диаметром d (рис. 44а,б,в,г). Такая последовательность ковки необходима для того, чтобы в операцию протяжки вовлекалось все поперечное сечение заготовки, а не только ее периферийные слои, как это имеет место при протяжке с круга диаметром D на круг диаметром d.
В первом случае протянутая заготовка имеет на торцах сферические выпуклости, а во втором случае – воронкообразные утяжины, нередко перерастающие в продольные осевые трещины-свищи (рис. 44д,е).
7. При протяжке длинных поковок ковку осуществляют от середины заготовки к ее концам. Это диктуется возможностью подогрева концевых частей заготовок для продолжения ковки. При этом протяжку следует выполнять с подачей заготовки «на себя» (по направлению к кузнецу).
Для интенсификации протяжки высокопластичных сталей можно использовать специальные бойки с закругленной рабочей поверхностью (рис. 19б).
Малопластичные стали следует протягивать в вырезных бойках радиусных или ромбических (рис. 19в,г), ограничивающих уширение металла.
 Разновидностью операции протяжки является расплющивание, при котором достигается наибольшее уширение и наименьшее удлинение деформируемой заготовки. Расплющивание можно выполнять плоскими бойками, при расположении оси исходной заготовки поперек бойков (рис. 45а),
Разновидностью операции протяжки является расплющивание, при котором достигается наибольшее уширение и наименьшее удлинение деформируемой заготовки. Расплющивание можно выполнять плоскими бойками, при расположении оси исходной заготовки поперек бойков (рис. 45а), 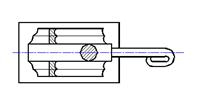 но наиболее интенсивное расплющивание достигается с помощью разгонок (рис. 45б). Если в первом случае в уширение смещается до 25% деформируемой площади, то во втором случае эта площадь достигает 60%.
но наиболее интенсивное расплющивание достигается с помощью разгонок (рис. 45б). Если в первом случае в уширение смещается до 25% деформируемой площади, то во втором случае эта площадь достигает 60%.
 Протяжка на конусной оправке используется для ковки пустотелых цилиндрических поковок большой длины. Этой протяжке предшествует операция прошивки отверстия в заготовке диаметром
Протяжка на конусной оправке используется для ковки пустотелых цилиндрических поковок большой длины. Этой протяжке предшествует операция прошивки отверстия в заготовке диаметром  при
при  ;
;  и
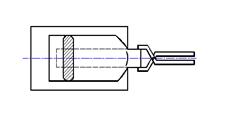
и  . Затем в прошитую заготовку вводят конусную оправку (рис. 19д) и последовательно обжимают на ней по всей длине кругло вырезными бойками в размеры D, L, d (рис. 46а-в).
. Затем в прошитую заготовку вводят конусную оправку (рис. 19д) и последовательно обжимают на ней по всей длине кругло вырезными бойками в размеры D, L, d (рис. 46а-в).
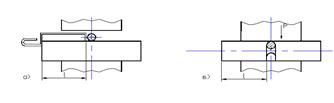
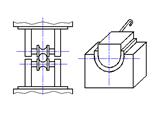
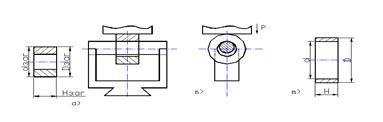 Протяжка на цилиндрической оправке предназначена для ковки тонкостенных цилиндрических поковок. Этой протяжке предшествует операция прошивки в заготовке отверстия диаметром
Протяжка на цилиндрической оправке предназначена для ковки тонкостенных цилиндрических поковок. Этой протяжке предшествует операция прошивки в заготовке отверстия диаметром  при
при  и
и  . Затем
. Затем
в заготовку вводят цилиндрическую оправку (рис. 19е), которая, в свою очередь, устанавливается на козлы (рис. 20и). Цилиндрическая оправка, на которой осуществляется деформация поковки, является для последней своеобразным нижним бойком. Очередную подачу под бойки заготовки выполняют путем вращения ее вокруг собственной оси на угол  (рис. 47а,б,в).
(рис. 47а,б,в).
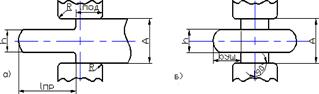
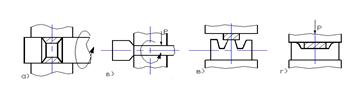
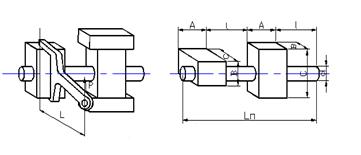
Разновидностью операции протяжки является биллетировка слитка, состоящая в обжатии его ребер и граней с целью придания поперечному сечению цилиндрической или призматической формы по всей длине. При этом степень укова обычно равна  , считая по меньшему диаметру слитка D MIN (рис. 48в,г). Перед биллетировкой выполняют отковку цапфы для патрона кантователя с размерами
, считая по меньшему диаметру слитка D MIN (рис. 48в,г). Перед биллетировкой выполняют отковку цапфы для патрона кантователя с размерами  и
и  (рис. 48а,б).
(рис. 48а,б).
Заковка концов пустотелой заготовки 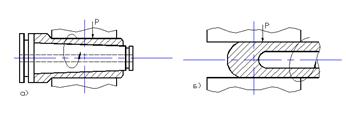 также относится к операции протяжки, а ей предшествует ступенчатая протяжка на конусной оправке предварительно прошитой заготовки (рис. 49а,б). Заковку концов выполняют с помощью вырезных (радиусных) бойков (рис. 19г) или в обжимках для круглого профиля (рис. 19л).
также относится к операции протяжки, а ей предшествует ступенчатая протяжка на конусной оправке предварительно прошитой заготовки (рис. 49а,б). Заковку концов выполняют с помощью вырезных (радиусных) бойков (рис. 19г) или в обжимках для круглого профиля (рис. 19л).
 Вытяжка на конус и клин – этим разновидностям протяжки предшествует грубая проковка концевых частей заготовки на плоских бойках, после чего следует проковка подготовленных частей заготовки в конусных оправках или на клиновых подкладках (рис. 50а,б,в,г).
Вытяжка на конус и клин – этим разновидностям протяжки предшествует грубая проковка концевых частей заготовки на плоских бойках, после чего следует проковка подготовленных частей заготовки в конусных оправках или на клиновых подкладках (рис. 50а,б,в,г).
Помимо названных разновидностей протяжки в практике ковки используют еще и вспомогательные приемы и операции протяжки, к которым относятся:
– наметка, предназначенная для разметки заготовки на отдельные участки по ее длине с помощью небольших круглых раскаток (рис. 51а,б);
 – пережим (перебивка), предназначенный для углубления разметочных углублений до необходимой
– пережим (перебивка), предназначенный для углубления разметочных углублений до необходимой
величины с помощью пережимок (рис. 19н,о,п и рис. 52а,б);
 – ковка уступов и выемок, выполняемая осадкой части заготовки после ее пережима (рис. 53а,б,в,г);
– ковка уступов и выемок, выполняемая осадкой части заготовки после ее пережима (рис. 53а,б,в,г);
 – передача, производимая для смещения по длине одной части заготовки относительно другой после ее разметки и пережимов (рис. 54а,б,в,г).
– передача, производимая для смещения по длине одной части заготовки относительно другой после ее разметки и пережимов (рис. 54а,б,в,г).
Расчетное усилие протяжки на плоских бойках может быть определено по формуле [5]:
 , [10]
, [10]
где Р – усилие протяжки, МН; y и s Т – см. [6]; n – коэффициент учитывающий форму бойков (для плоских V= 1,0, а для вырезных V= 1,25); l – подача заготовки, мм; h ЗАГ и b ЗАГ – высота и ширина заготовки, мм.
Расчетную массу падающих частей молота для протяжки определяют по формуле [5].
 , [11]
, [11]
где G – масса падающих частей молота, кг;  – степень деформации металла за один удар молота; остальные обозначения см. [10].
– степень деформации металла за один удар молота; остальные обозначения см. [10].
 Гибкой называют операцию свободной ковки, при которой исходной заготовке придают изгиб на заданный угол и в заданном направлении.
Гибкой называют операцию свободной ковки, при которой исходной заготовке придают изгиб на заданный угол и в заданном направлении. 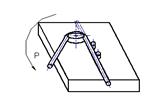
В качестве деформирующей силы при гибке крупных и средних поковок используют подъемную силу мостовых кранов, усилия прессов, энергию молотов, а для мелких поковок энергию удара кувалд и молотков (ручников). При гибке используют ги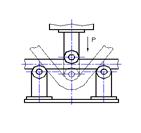 бочные вилки (рис. 19у,ф), специальные гибочные плиты и приспособления, подкладные штампы. На рис. 55а,б,в,г,д показаны способы гибки с использованием названных рабочих инструментов.
бочные вилки (рис. 19у,ф), специальные гибочные плиты и приспособления, подкладные штампы. На рис. 55а,б,в,г,д показаны способы гибки с использованием названных рабочих инструментов.
 Операции гибки сопровождаются искажением профиля поперечного сечения заготовки в месте гиба: круглое исходное сечение превращается в эллипсное, а квадратное и прямоугольное – в сечение близкое к трапециевидному (рис. 56). При этом по внешнему радиусу R изгибаемой поковки появляется утяжина, а по внутреннему радиусу r – гармошка. Причины указанных дефектов объясняются тем, что при гибке внешние слои поковки растягиваются, а внутренние сжимаются. Причем эти искажения будут тем больше, чем меньше внутренний радиус r и больше угол гиба α.
Операции гибки сопровождаются искажением профиля поперечного сечения заготовки в месте гиба: круглое исходное сечение превращается в эллипсное, а квадратное и прямоугольное – в сечение близкое к трапециевидному (рис. 56). При этом по внешнему радиусу R изгибаемой поковки появляется утяжина, а по внутреннему радиусу r – гармошка. Причины указанных дефектов объясняются тем, что при гибке внешние слои поковки растягиваются, а внутренние сжимаются. Причем эти искажения будут тем больше, чем меньше внутренний радиус r и больше угол гиба α.
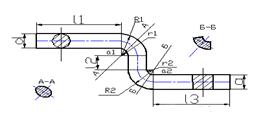
Для качественного выполнения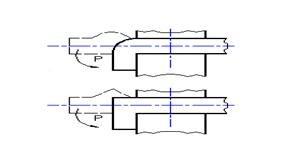 операции гибки в исходной заготовке круглого поперечного сечения в местах гиба следует предусматривать эллипсные утолщения, а в заготовках квадратного и прямоугольного сечения – гребешки (рис. 57а,б).
операции гибки в исходной заготовке круглого поперечного сечения в местах гиба следует предусматривать эллипсные утолщения, а в заготовках квадратного и прямоугольного сечения – гребешки (рис. 57а,б).
Общий размер заготовки для операции гибки (развертки) определяют как сумму прямолинейных и криволинейных участков, то есть (рис. 56):
 , [12]
, [12]
 , [13]
, [13]
 , [14]
, [14]
Значение R определяют по средней линии поковки, если ее внутренний радиус  или
или  . Если значение r меньше указанных величин, то длины разверток гибов определяют как суммы прямолинейных участков с добавлением 1/4 толщин или диаметров заготовки на каждый угол гиба. К полученным длинам разверток обычно прибавляют до трех толщин (или диаметров) исходной заготовки на обрезку ее концов после гибки.
. Если значение r меньше указанных величин, то длины разверток гибов определяют как суммы прямолинейных участков с добавлением 1/4 толщин или диаметров заготовки на каждый угол гиба. К полученным длинам разверток обычно прибавляют до трех толщин (или диаметров) исходной заготовки на обрезку ее концов после гибки.
Усилие свободной гибки на один угол можно определить по формуле [7].
 , [15]
, [15]
где Р – расчетное усилие гибки, МН; δ и b – соответственно толщина и ширина изгибаемой заготовки, мм; L – рабочая длина гибочной вилки, мм; σВ – предел прочности материала заготовки при температуре гибки, МПа. Если гибка выполняется с помощью подъемной силы крана G, то в этом случае необходимо соблюдение условия  .
.
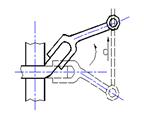
Закручиванием (разворотом, кручением) называют операцию свободной ковки, при которой одну часть поковки разворачивают относительно другой вокруг их общей оси на заданный угол и в заданном направлении.
 Оборудованием при кручении являются молоты, прессы, подъемные краны; рабочим инструментом – вилки (рис. 19у,ф); а вспомогательным инструментом – люнеты (рис. 20л), позволяющие предотвращать искривление продольной оси поковки при скручивании.
Оборудованием при кручении являются молоты, прессы, подъемные краны; рабочим инструментом – вилки (рис. 19у,ф); а вспомогательным инструментом – люнеты (рис. 20л), позволяющие предотвращать искривление продольной оси поковки при скручивании.
Операция закручивания (рис. 58а,б) сопровождается некоторым уменьшением длины скручиваемого участка. Поэтому место скручивания заведомо отковывают утолщенным для возможности последующей протяжки в размеры поковки. Закручиваемая поверхность не должна иметь дефектов (зажимов, заковок, трещин). В противном случае в местах дефектов концентрируются напряжения, что приводит к трещинам в поперечных сечениях скручиваемого металла. Кроме того, необходим равномерный нагрев скручиваемого объема металла до ковочных температур, так как при закручивании неравномерно прогретого металла в его поперечном сечении образуются микро- и макротрещины. После закручивания следует соблюдать режим охлаждения поковки для данной марки стали, иначе возможны искажения изделия.
Расчетное усилие закручивания можно определить по формуле [5]:
 , [16]
, [16]
где Р – усилие закручивания, МН; d – диаметр поковки в месте кручения, мм; a – угол поворота вилки при закручивании в градусах; остальные обозначения см. в [15]. При закручивании поковок с помощью подъемной силы крана G необходимо соблюдать условие  .
.








