 2014-02-09
2014-02-09 5212
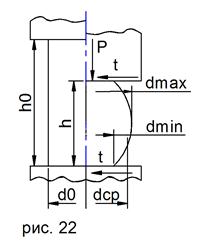
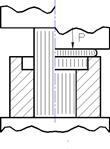
5212Осадкой называют операцию свободной ковки (и объемной штамповки), в результате которой происходит увеличение поперечного сечения заготовки за счет уменьшения ее высоты (рис. 22).
Как видно из рисунка, после осадки заготовка принимает бочкообразный вид. Объясняется это наличием внешнего трения между бойками и заготовкой,
которое препятствует течению металла в радиальном направлении как непосредственно на торцах заготовки, так и вблизи их. По мере удаления от торцов вглубь металла влияние внешнего трения уменьшается, чем и объясняется бочкообразность боковых поверхностей осаженной заготовки.
 Исходя из условия постоянства объема исходной и осаженной заготовок, средний диаметр последней в любой момент осадки может быть определен зависимостью:
Исходя из условия постоянства объема исходной и осаженной заготовок, средний диаметр последней в любой момент осадки может быть определен зависимостью:
 . [5]
. [5]
Операцию осадки применяют: для повышения степени уковки в случаях, когда исходная площадь поперечного сечения слитка не обеспечивает необходимой степени укова при вытяжке; для получения поковок большего поперечного сечения из заготовок с меньшим сечением; как предварительная операция перед прошивкой при изготовлении пустотелых поковок; как предварительную операцию перед протяжкой с целью наибольшего разрушения дендритной структуры и получения одинаковых механических свойств в продольном и поперечном направлениях поковки; вместе с вытяжкой для равномерного распределения и измельчения карбидов в поковках из стали карбидного класса (быстрорежущих, высокохромистых, инструментальных).
Для качественного выполнения операции осадки необходимо соблюдение следующих условий:
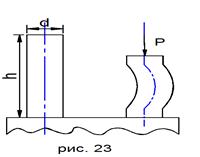
– размеры исходной заготовки должны находиться в пределах  – в противном случае возможно искривление заготовки (рис. 23);
– в противном случае возможно искривление заготовки (рис. 23);
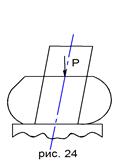
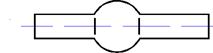
– торцы исходной заготовки должны быть перпендикулярны к ее продольной оси, – иначе образуется искривленная бочка (рис. 24);
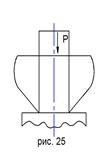
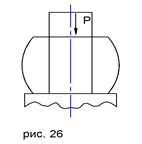
– необходим равномерный нагрев металла перед осадкой до ковочной температуры как вдоль, так и поперек заготовки, – иначе поковка может получить грибообразную форму (рис. 25), или форму с явно выраженной односторонней бочкообразностью (рис. 26);
– заготовки квадратного или прямоугольного поперечного сечения (рис. 27а) перед осадкой должны быть подкатаны до цилиндрической формы (рис. 27б), затем осажены до заданной высоты (рис. 27в) и только после этого прокованы на большее квадратное или прямоугольное сечение (рис. 27г), – в противном случае (при непосредственной осадке квадратного или прямоугольного сечения) из-за неравномерности деформации металла, существенно искажается квадратное сечение заготовки, и появляются диагональные трещины в теле осаженной заготовки (рис. 28а, б).
 Помимо осадки на плоских бойках в практике кузнечной обработки используются и другие способы осадки.
Помимо осадки на плоских бойках в практике кузнечной обработки используются и другие способы осадки.
Осадка слитков с хвостовиками (рис. 29) выполняется в подкладных сферических плитах (рис. 19ю), причем нижняя плита имеет цилиндрическое отверстие, куда вставляется предварительно оттянутый из прибыльной части слитка хвостовик, с помощью которого слиток удерживается в патроне кантователя при выполнении последующей протяжки.
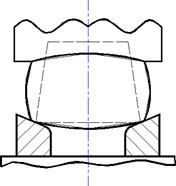
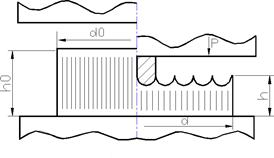
Осадка на плоских плитах (рис. 19ы) или на подкладных кольцах (текущий рисунок) выполняется тогда, когда получение хвостовиков, выступов, ступиц, цапф затруднено из-за малой длины последних (рис. 30). При этом происходит вдавливание части металла заготовки в отверстия плит (колец). Обычно используют кольца с высотой и диаметрами отверстий равными размерам выступов поковок и с наружными диаметрами равными диаметрам дисков (фланцев) поковок. После осадки бочкообразность боковых поверхностей устраняется обкаткой по фланцу поковок не снимая колец и, тем самым, обеспечивается получение точных заданных размеров поковок.
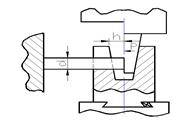
Осадка (высадка) в нижняке (сподке) осуществляется в высоком подкладном кольце на части длины исходной заготовки (рис. 31). Часть заготовки, подлежащая высадке, должна удовлетворять условию , причем нагреву до
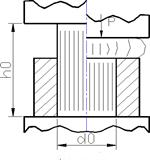
 ковочной температуры подлежит только высаживаемая часть заготовки. Наружный диаметр сподка принимают равным диаметру высаживаемой части поковки; это дает возможность после высадки утолщение поковки обкатать по ее диаметру не вынимая из сподка. В некоторых случаях верхняя часть полости в сподке может быть изготовлена по форме и размерам высаживаемой головки поковки (рис. 32).
ковочной температуры подлежит только высаживаемая часть заготовки. Наружный диаметр сподка принимают равным диаметру высаживаемой части поковки; это дает возможность после высадки утолщение поковки обкатать по ее диаметру не вынимая из сподка. В некоторых случаях верхняя часть полости в сподке может быть изготовлена по форме и размерам высаживаемой головки поковки (рис. 32).
 Осадка раскаткой (разгонкой) с помощью раскаток различного поперечного сечения (рис. 19ж,з,и,к). В результате осуществления этого вида осадки за каждую установку раскатки деформируется молотом или прессом не вся торцевая поверхность осаживаемой заготовки, а лишь часть ее, находящаяся под раскаткой (рис. 33). Затем раскатку переставляют на соседний участок заготовки, подвергая и его осадке и т.д. При осадке этим способом уменьшается бочкообразность боковых поверхностей осаживаемой заготовки и значительно уменьшается усилие осадки, необходимое для деформации всей заготовки сразу.
Осадка раскаткой (разгонкой) с помощью раскаток различного поперечного сечения (рис. 19ж,з,и,к). В результате осуществления этого вида осадки за каждую установку раскатки деформируется молотом или прессом не вся торцевая поверхность осаживаемой заготовки, а лишь часть ее, находящаяся под раскаткой (рис. 33). Затем раскатку переставляют на соседний участок заготовки, подвергая и его осадке и т.д. При осадке этим способом уменьшается бочкообразность боковых поверхностей осаживаемой заготовки и значительно уменьшается усилие осадки, необходимое для деформации всей заготовки сразу.
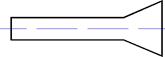
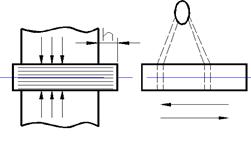 Осадка романением (рис. 34а) выполняется в том случае, когда из-за большой длины заготовки высадка ее в сподке невозможна; тогда заготовку зажимают между бойками молота или пресса, а по выступающему нагретому концу ее наносят удары «соколом» (тараном), подвешенным к подъемному крану. В зависимости от нагретого участка заготовки ее высадку (набор металла) можно осуществить на концах (рис. 34б) или в середине заготовки (рис. 34в), а если при этом осадку осуществлять легкими ударами молота, то вместо бочкообразной формы осадки можно получить коническую форму утолщения (рис. 34г). Высадку утолщений можно выполнять и, так называемой, «машинкой» (рис. 34д), при этом в качестве деформирующего уси
Осадка романением (рис. 34а) выполняется в том случае, когда из-за большой длины заготовки высадка ее в сподке невозможна; тогда заготовку зажимают между бойками молота или пресса, а по выступающему нагретому концу ее наносят удары «соколом» (тараном), подвешенным к подъемному крану. В зависимости от нагретого участка заготовки ее высадку (набор металла) можно осуществить на концах (рис. 34б) или в середине заготовки (рис. 34в), а если при этом осадку осуществлять легкими ударами молота, то вместо бочкообразной формы осадки можно получить коническую форму утолщения (рис. 34г). Высадку утолщений можно выполнять и, так называемой, «машинкой» (рис. 34д), при этом в качестве деформирующего уси
лия используется усилие пресса или энергия удара молота.
Расчетное усилие пресса, необходимое для выполнения операции осадки заготовки круглого сечения, можно определить по формуле [5]:
 [т] или
[т] или  [ МН ] (6)
[ МН ] (6)
где Р – усилие осадки, МН;  - масштабный коэффициент, зависящий от массы осаживаемых заготовок (слитков) в пределах от 1 кг до 100 тн соответственно; D и Н – диаметр и высота поковки, мм (рис. 22); F – площадь поперечного сечения поковки (после осадки), мм2; s» s В – напряжение текучести металла при температуре осадки, приближенно равное пределу прочности при той же температуре, МПа.
- масштабный коэффициент, зависящий от массы осаживаемых заготовок (слитков) в пределах от 1 кг до 100 тн соответственно; D и Н – диаметр и высота поковки, мм (рис. 22); F – площадь поперечного сечения поковки (после осадки), мм2; s» s В – напряжение текучести металла при температуре осадки, приближенно равное пределу прочности при той же температуре, МПа.
По расчетному усилию осадки выбирают ближайший наибольший гидравлический пресс из нормального ряда (ГОСТ 7284-80).
Расчетную массу падающих частей молота, необходимую для выполнения операции осадки заготовок круглого поперечного сечения, можно определить по формуле [5]:
 , (7)
, (7)
где G – масса падающих частей молота, кг; V ЗАГ – объем заготовки, мм3;  – степень деформации поковки за последний удар молота, соответственно для крупных и мелких поковок; остальные данные см. выше. По расчетной массе падающих частей выбирают ближайший по нормальному ряду молот пневматический (ГОСТ 712-82) или паровоздушный (ГОСТ 9752-75).
– степень деформации поковки за последний удар молота, соответственно для крупных и мелких поковок; остальные данные см. выше. По расчетной массе падающих частей выбирают ближайший по нормальному ряду молот пневматический (ГОСТ 712-82) или паровоздушный (ГОСТ 9752-75).
Число ударов молота n, необходимое для осадки, находят по формуле [7]:  ,
,
где  – коэффициент неравномерности ударов молота;
– коэффициент неравномерности ударов молота;  – полная работа молота при операции осадки, КДж;
– полная работа молота при операции осадки, КДж;  – энергия одного полного удара молота, КДж;
– энергия одного полного удара молота, КДж;
l П – высота падения бабы, мм;
остальные обозначения см. выше.

