 2015-01-30
2015-01-30 467
467Кристаллизация металла происходит от поверхности формы вглубь отливки. При неправильно выбранной конструкции отливки, возможно снижение ее механических свойств из-за расположенных кристаллов и образование пористости.
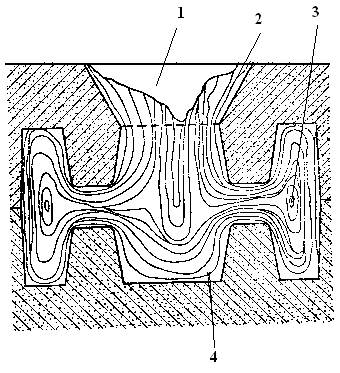 |
При конструировании литой детали следует учитывать ход процесса затвердевания отливки. В отливках из сплавов, имеющих большую усадку и ликвацию необходимо, чтобы затвердевание происходило снизу вверх, вследствие чего усадочная раковина, а также ликвирующие включения перемещаются в верхнюю часть отливки, где устанавливается прибыль (рис.4.3.).
Рис. 4.3. Образование усадочной раковины в отливке:
1 – усадочная раковина; 2 – прибыль; 3 – усадочная пористость; 4 – отливка.
После заливки металл затвердевает послойно, начиная от стенок формы. При затвердевании и охлаждении уменьшается объем металла, поэтому уровень жидкого металла в прибыли опускается, и последующие слои в ней затвердевает на более низких уровнях. Так как в прибыли металл затвердевает в последнюю очередь, именно в ней образуется усадочная раковина (1). В зоне (3) металл охлаждается медленно, вследствие чего в этой зоне образуется усадочная пористость.
Толщина стенок стальных отливок имеет критическую величину, после достижения которой, прочность отливки увеличивается непропорционально этой толщине.
Для стали, содержащей 0,1% С, критическая толщина стенок составляет 11 мм, для стали 0,2% С – 13 мм; для стали 0,3% С – 18,5 мм; для стали 0,4% С – 39 мм. С увеличением толщины стенок отливок из серого чугуна, удельная прочность металла всегда снижается.
Повышение прочности детали, при минимальном расходе металла, возможно при правильном подборе геометрических форм сечения отливок.








