 2015-01-30
2015-01-30 731
731Инструментарий качества (статистические методы управления качеством продукции)
Краткие теоретические сведения
В комплексной системе управления качеством продукции статистические методы контроля относятся к наиболее прогрессивным методам. Они основаны на применении методов математической статистики к систематическому контролю за качеством изделий и состоянием технологического процесса с целью поддержания его устойчивости и обеспечения заданного уровня качества выпускаемой продукции.
Семь основных инструментов качества - набор инструментов, позволяющих облегчить задачу контроля протекающих процессов и предоставить различного рода факты для анализа, корректировки и улучшения качества процессов.
Причинно-следственная диаграмма. Данная диаграмма представляет собой наиболее эффективный метод проверки различных гипотез о потенциальных причинах проблемы качества. Идея диаграммы состоит в установлении взаимосвязей между показателями качества – следствием – и воздействующими на него факторами – причинами. При этом следствие, результат или проблема обозначаются на правой стороне диаграммы, а главные воздействующие факторы или причины перечисляются на левой стороне. Главные причины при построении диаграммы Исикавы группируются по следующим факторам: «человек», «машина», «метод», «контроль, управление (менеджмент)», «среда», «материал».
Алгоритм построения диаграммы Исикавы с целью определения причин, влияющих на качество:
1. Определить показатель качества и написать его в середине правого края чистого листа бумаги.
2. Слева направо провести центральную прямую линию, записанный показатель заключить в прямоугольник.
3. Написать главные причины, влияющие на показатель качества, заключить их в прямоугольники и соединить с центральной линией стрелками.
4. Написать причины (вторичные), влияющие на главные причины, и расположить их в виде "стрелок", примыкающих к стрелкам главных причин.
5. Написать причины третичного порядка, влияющие на «вторичные» причины, и расположить их в виде «стрелок», примыкающих к стрелкам вторичных причин.
6. Проранжировать факторы по их значимости и выделить особо важные, оказывающие предположительно наибольшее влияние на показатель качества.
Наглядно Диаграмма Исикавы представлена на рис.
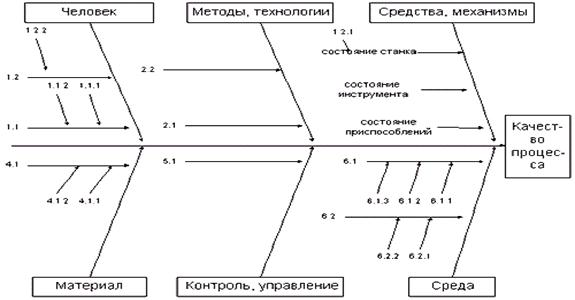
Рис. Диаграмма Исикавы
Контрольный листок. Контрольный листок - инструмент для сбора данных и их автоматического упорядочения для дальнейшего использования собранной информации.
Порядок составления контрольного листка:
1. Определение типа данных и очередности сбора информации.
2. Определение периода времени сбора информации.
3. Формулировка заголовка контрольного листка, отражающего тип собираемой информации.
4. Определение и составление перечня контролируемых характеристик продукции или процесса.
5. Разработка бланка контрольного листка, максимально удобного для заполнения в соответствии с принятыми правилами.
При заполнении контрольного листка обязательно должна быть предусмотрена адресная часть, в которой указывается название листка, измеряемый (контролируемый) параметр, название и номер детали, цех, участок, станок, смена, материал, режим обработки и другие данные, представляющие интерес для контроля. Кроме этого ставится дата заполнения, указывается фамилия и подпись лица, проводившего заполнения литка, или соответствующие расчеты.
Пример. Составьте форму контрольного листка по сбору информации и данных о качестве для анализа видов дефектов промышленной продукции.
Таблица
Контрольный листок
| Наименование документа | Контрольный листок по видам дефектов | Дата: 23 мая 200__ г. |
| Предприятие: ЗАО «ЛИТ» Цех: формовочный Участок: 2____ | Изделие _формовка___ Операция _изготовление___ Контролер ___Иванов И.И.___ | |
| Типы дефектов | Данные контроля | Кол-во деталей |
| Деформация | ////////////////// | |
| Царапины | //////////// | |
| Трещины | //////////// | |
| Сколы | ////// | |
| Раковины | //////////////////// | |
| Разрыв | ///////// | |
| Пятна | //////////////// | |
| Прочие | ////////// | |
| ИТОГО |








