 2015-01-30
2015-01-30 51378
51378Автор: преподаватель, Матюшин Н.А., зав. кафедрой “Менеджмент”, Коломенский институт (филиал) ФГБОУ ВПО “Московский государственный открытый Университет имени В.С. Черномырдина”. Тип материала: Методическое пособие
| Объект | Условное обозначение | Объект | Условное обозначение |
| Строительные элементы | |||
| Проезд |  | Капитальная стена |  |
| Колонна металлическая |  | Сплошная перегородка |  |
| Колонна железобетонная |  | Остекленная перегородка |  |
| Люк |  | Перегородка с сеткой |  |
| Тоннель, канал (с отметкой уровня пола) |  | Металлическая перегородка на каркасе |  |
| Ворота, дверь двупольная |  | Граница цеха, участка |  |
| Технологическое оборудование | |||
| Токарно-револьверный станок |  | Токарный многорезцовый автомат |  |
| Токарный полуавтомат вертикальный |  | Шлицешлифовальный станок |  |
| Вертикально-сверл ильный станок |  | Горизонтально-фрезерный станок |  |
| Настольно-сверлильный станок |  | Шпоночно-фрезерный станок |  |
| Радиально-сверлильный станок |  | Круглошлифовальный станок |  |
| Вертикально-фрезерный станок |  | Плоскошлифовальный станок |  |
| Расточный станок |  | Резьбошлифовальный станок |  |
| Горизонтально- сверлильный станок |  | Вертикально-протяжной станок |  |
| Горизонтально-протяжной станок |  | Пресс |  |
Продолжение таблицы 3.1.
| Объект | Условное обозначение | Объект | Условное обозначение |
| Оборудование для ориентированной резки материалов |  | Оборудование для холодной, ультразвуковой и лазерной сварки |  |
| Оборудование для скрайбирования и ломки пластин |  | Термическая печь |  |
| Оборудование для промывки пластин, нанесения и удаления фоторезиста |  | Оборудование для пайки |  |
| Оборудование для сушки пластин |  | Оборудование для сборки полупроводниковых приборов |  |
| Токарно-винторезный станок |  | Оборудование для химической и электрохимической очистки поверхности пластин |  |
| Оборудование для напыления и выращивания пленок |  | Средства измерительные для межоперационного - выходного контроля изделий электронной техники |  |
| Оборудование для электро контактной сварки, в том числе термокомпрессионной |  | Непереставляемое технологическое оборудование |  |
| Разметочная плита |  | Контрольная плита |  |
| Верстак |  | Контрольный стол |  |
| Резервное место под оборудование |  | ||
| Подъемно-транспортное оборудование | |||
| Кран поворотный у колонны |  | Рольганг одинарный |  |
| Скат, склиз |  | Пластинчатый транспортер |  |
| Подвесной цепной конвейер |  | Подъем и спуск подвесного цепного конвейера |  |
| Электрический мостовой кран |  | Монорельс с пневматическим подъемником |  |
Продолжение таблицы 3.1
| Объект | Условное обозначение | Объект | Условное обозначение |
| Монорельс с тельфером |  | Тара |  |
| Кран-балка опорная |  | Электроинструмент на монорельсе |  |
| Кран-балка подвесная |  | ||
| Подвод промышленных жидкостей, газов и энергоносителей | |||
| Подвод сжатого воздуха, 3 атм |  | Подвод холодной воды |  |
| Подвод эмульсии |  | Подвод холодной воды с отводом в канализацию |  |
| Подвод масла (сульфофрезола) |  | Подвод холодной воды с раковиной на стене |  |
| Подвод газа |  | Подвод холодной и горячей воды с раковиной на стене |  |
| Местный вентиляционный отсос |  | Подвод пара |  |
| Подвод спецтоков |  | Слив отработанной охлаждающей жидкости |  |
| Местное освещение |  | Подвод сжатого воздуха, 6 атм |  |
При планировке участка следует учесть особенности конструкции выбранного типа здания цеха.
При выборе типа, конструкции и размеров здания для механообрабатывающих цехов необходимо учитывать:
- характер и размер объектов производства, объемы производственной программы, характер производственного процесса и применяемого оборудования;
- типы, размеры и грузоподъемность транспортных средств;
- требования, предъявляемые в отношении освещения, отопления и вентиляции;
- возможность дальнейшего расширения здания;
- вид строительного материала.
Производственные здания для механической обработки деталей и сборки изделий могут быть одноэтажными и многоэтажными.
Для цехов механической обработки преимущественно строят одноэтажные здания, так как при этом производстве применяют сравнительно тяжелое оборудование и сама продукция может иметь довольно значительные вес и габариты. Однако в тех случаях, когда это возможно по характеру изготавливаемых изделий (изделия легкие и мелкие) и применяемому оборудованию, целесообразно использовать многоэтажные здания (двух - четырехэтажные).
Производственные здания строят в виде нескольких параллельных однотипных пролетов, образуемых рядами металлических или железобетонных колонн. Форма здания должна быть простой, т.е. прямоугольной (квадратной).
Общие размеры и площади цехов определяют на основе планировки оборудования. Каждый пролет цеха характеризуется основными размерами — шириной пролета (L) и шагом колонн (t) или сеткой колонн (L × t).
Ширину пролета определяют на основании планировки оборудования в зависимости от размеров обрабатываемых деталей, применяемого оборудования и средств транспорта. Наиболее часто ее принимают равной 9, 12, 15, 18, 24м. Длина пролета зависит от производственной и вспомогательной площади.
Под шагом колонн понимают расстояние между осями двух колонн в направлении продольной оси пролета. Как правило, шаг колонн принимают равным 6 м, в некоторых случаях — 12 м.
Стены зданий могут быть панельными (высота панели 1,2 и 1,8 м) или кирпичными (в зданиях небольшого (до 5000 м3) объема).
Высоту здания определяют исходя из размеров изготавливаемых изделий, габаритов оборудования, конструкций мостовых кранов, а также санитарно—гигиенических требований. Самая малая высота пролета механического цеха с мостовым краном составляет 6,15 м, без мостового крана — 4 м. Для сборочных цехов минимальная высота здания — 3 м.
Ширина проезда между рядами станков зависит от расположения станков относительно проезда (тыльными или боковыми сторонами, фронтальной частью и т.д.), вида используемых транспортных средств и размеров транспортируемых деталей или тары с деталями.
При использовании электротележек (электрокар) и размерах транспортируемых деталей до 800 мм, при одностороннем движении, ширину проезда можно принимать от 2000 мм до 4000 мм. Более подробные сведения о планировке участков (цехов) можно найти в /3, с.170 - 182/.
Планировка выполняется в масштабе 1:100 с соблюдением допустимых расстояний между станками и строительными элементами, между станками в зависимости от их расположения (табл. 5.2, рис. 3.1).
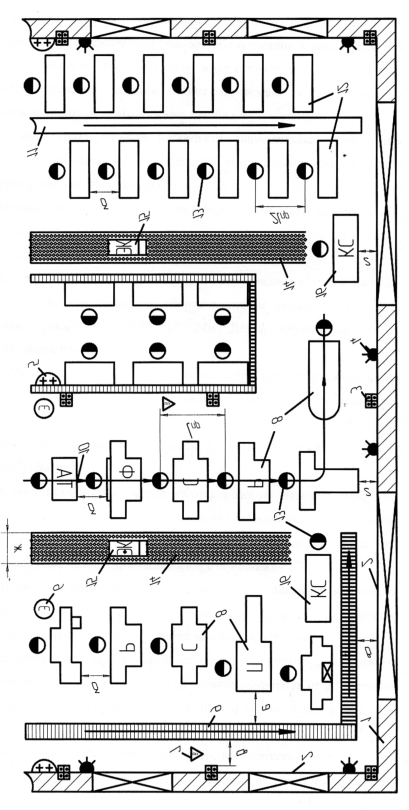
| Рис.3.1. Планировка участка механообрабатывающего цеха: 1 - стена; 2 - окна; 3 - колонны; 4 - местное освещение; 5 - холодная и горячая вода; 6 - подвод эмульсии; 7 - подвод сжатого воздуха; 8 - оборудование; 9 - пластинчатый конвейер; 10 - подвесной конвейер; 11 - ленточный конвейер; 12 - верстаки; 13 - рабочие места; 14 - трасса; 15 - электрокары; 16 - контрольный стол; буквенные обозначения - табл. 2.11 |
Желательно возле габаритного контура оборудования и других элементов указать условными обозначениями места подводки энергоносителей (воды, сжатого воздуха, электроэнергии и т.д.).

