 2015-01-30
2015-01-30 2026
2026Профессия слесаря.
Под слесарными понимаются работы, выполняемые ручными и механизированными инструментами и завершающие изготовление большинства изделий посредством пригоночно - доделочных работ, соединения различных частей в сборочные единицы, комплекты и комплексы и регулировки их.
Слесари-сборщики собирают различные машины и механизмы. Техническое обслуживание и ремонт их в процессе эксплуатации выполняют слесари-ремонтники. Слесари - инструменталыцики обеспечивают производство необходимыми инструментами, облегчают и совершенствуют механическую обработку. Слесари по монтажу техники, приборов, коммуникаций надежно устанавливают их и надлежащее место, подводят различные виды энергии и необходимые для производства основные и вспомогательные материалы. Всех этих рабочих объединяет умение выполнять различные слесарные операции. Этому они обучаются в общеслесарном курсе.
Степень и вид профессиональной обученности, наличие знаний, умений и навыков и пригодность выполнять работы определенного содержания и сложности обусловливают квалификацию рабочего. Она оценивается тарифным разрядом, который присваивается рабочему квалификационной комиссией. Основанием для этого является квалификационная характеристика, приводимая в специальных, тарифно-квалификационных справочниках. В ней указывается, что рабочий «должен уметь» и что «должен знать» для получения соответствующего тарифного разряда по своей специальности.
Основные слесарные операции.
Рассмотрим основные слесарные операции на примере обработки несложных деталей – направляющей шпонки (рис.1). Как вино из чертежа все поверхности шпонки обрабатывается, она имеет три отверстия: два ступенчатых по крепежные винты и одно – с резьбой.
Шпонка изготовляется из шпоночной стали – прутка прямоугольного сечения. Для получения заготовки нужной длины производят разметку – чертилкой наносят на поверхность кружка линии определяющие форму и размеры детали. Далее зубилом (операция называется рубкой) либо ножовкой (резка) отделяется заготовка. В процессе рубки заготовка может быть погнута. Ее нужно выправить. Часто требуется выполнить противоположную работу: изогнуть имеющую заготовку, предать ей сложную форму. Тогда выполняют гибку.
Перечисленными операциями невозможно получить правильную форму поверхностей детали и заданные размеры. Они являются предварительными, заготовительными. Их цель – подготовить заготовку к последующей обработке, обеспечить и ускорить ее посредством удаления больших слоев металла. Для придания шпонке нужной формы и размеров заготовку отливают. Отверстие ø 11 мм и под резьбу М10 получают сверлением, а местное расширение размера отверстия до ø 17 мм – зенкерованием. Резьба в просверленном отверстии нарезается метчиком. Когда отверстие должно иметь точные размеры, его развертывают. Кроме
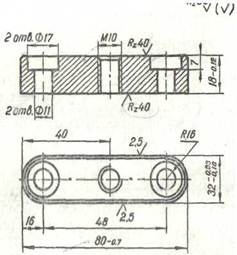
Рис. 1. Направляющая шпонка
рассмотренных, имеются другие операции: распиливание и припасовка – получение отверстий сложной формы и очень точная обработка двух соединяемых деталей; шабрение и притирка – точные окончательные операции, обеспечивающие получение высокой точности, герметичности соединений; клепка, паяние и склеивание – операции, позволяющие соединить детали между собой для образования неразъемных соединений.
Как видно из сказанного, все операции по изготовлению какого-либо изделия должны выполняться в определенной
последовательности. Вместе они составляют технологический процесс обработки детали.








