 2015-01-07
2015-01-07 2260
2260Наивысшее проявление слесарного искусства со стороны учителя физики – это уменье сделать самому винтик взамен сломавшегося или потерянного. Это уменье может быть иногда очень полезно, потому что недостача одного винтика часто делает невозможным опыт с прибором.
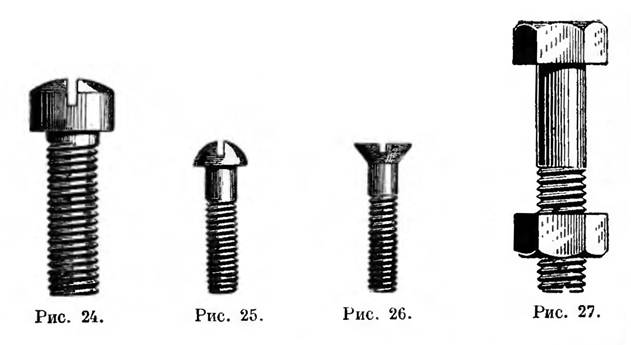
Винты для физических приборов бывают обыкновенно трёх типов: с цилиндрической головкой (рис. 24), с полукруглой, снизу плоской головкой (рис. 25) и с плоской или слегка выпуклой, снизу конической головкой (рис. 26). Обыкновенно нарезка доходит до самой головки, как на рисунках, но если около винта, как оси, должна повёртываться прикрепляемая им часть, необходимо под самой головкой оставить часть потолще, без нарезки, ровно такой длины, как нужно, чтобы подвижная часть ворочалась без шатания. Если такого «анзаца», до которого можно завинтить винт накрепко, нет, то поворотная часть будет увлекать за собой винт вследствие трения, и он будет то завинчиваться слишком крепко, то отвинчиваться. (93) Для таких винтов гайки нарезаны в самой вещи. Винт с особой гайкой (рис. 27) называется «болт». Винты эти изготовляются для продажи на особого рода машинах очень аккуратно и дёшево их можно получать в магазинах, где продают принадлежности для часовщиков; более грубые продаются вместе со столярными шурупами. Винты эти железные или из мягкой стали; латунные бывают тоже в продаже, но редко. Винтами этими удобно пользоваться при самодельном изготовлении приборов, но для починок мало вероятия, что попадётся такой, какой нужно. Не только форма и размеры должны совпадать, но надо ещё, чтобы ход нарезки был тождествен, а в физических приборах ещё не успела распространиться метрическая система винтовых нарезок, выработанная берлинским «Рейхсанштальтом», и каждый мастер употребляет свою.
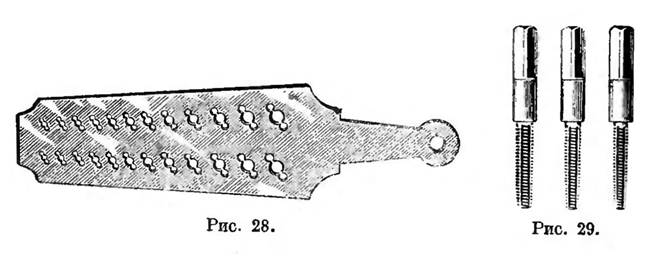
Поэтому желательно приобрести на всякий случай запас таких винтиков и «винтовальную доску» (рис. 28) с такой же нарезкой: такие обыкновенно имеются в тех же магазинах, где и винты. Вместе с винтами и с каждой винтовальной доской продают соответственные «метчики» (рис. 29), которыми нарезываются гайки. При замене винта прежде всего надо попробовать, не входит ли правильно в его гайку один из имеющихся метчиков, если нет, то приходится несколько «развертеть» дырку гайки, пока нарезка не будет удалена, и нарезать в ней новую нарезку ближайшим по толщине метчиком. Если с силой завинтить в гайку метчик подходящей толщины, но не тождественного «хода», нарезки будут частью срезаны, и новый винт не будет прочно держать, как это было уже объяснено выше.
Винтовальная доска (рис. 28) представляет собой стальную, закалённую пластинку, в которой сделаны гайки постепенно уменьшающегося диаметра. Подходящей толщины цилиндрик, слегка заострённый конически на свободном конце, с силой ввёртывают, при обильном смазывании маслом, в одну из этих гаек, острые края которой частью выдавливают, а частью вырезывают на нём (94) нарезку, соответствующую своей. Вертеть надо то вперёд, то назад, чтобы нарезки освобождались от стружек. При выдавливании винт обыкновенно кривится и легко ломается, поэтому рядом с гайкой просверливают две дырочки и соединяют их с ней прорезами. Таким образом образуются режущие края, и работа идёт легче и скорее. Иногда рядом оставляют другую гайку без надрезов и едва заметно меньшего диаметра, чтобы она могла служить для сглаживания работы и придавания каждому винту определённого диаметра.
Условие успеха – аккуратный диаметр приготовленного цилиндра; когда он мал, нарезка выходит неполная; если он велик, винт может сломаться при нарезывании, а если этого не случится, его поверхность выходит негладкой, и местами нарезки оказываются сорванными. Мерить можно по метчику пальмеровской винтовой меркой или часовщицким рычажным циркулем. При правильной работе «бланк» для винта вытачивают на токарном станке, но за неимением такового, «грешным делом», можно и выпилить напилком. Работа при этом никогда не выйдет аккуратной, но часто всё-таки окажется целесообразной.
Для выпиливания винтика надо взять кусок латунной, железной или стальной проволоки такого диаметра, какой должна иметь головка, но значительно длиннее, чтобы было за что держать во время работы. Винт заготовляют на величину его диаметра длиннее, чем нужно, потому что конец необходимо сделать потоньше, чтобы он вошёл в дырку винтовальной доски и нарезывание началось правильно; когда работа готова, конец с неполной нарезкой можно отрезать. Сначала, завинтив проволоку в тиски горизонтально, напиливают плоским драчёвым напилком с тупым краем одну фацетку, к губе тисков, и напиливают вторую, такую же фацетку; затем повторяют то же и получают четыре фацетки. Их продолжают симметрично напиливать, пока не получится квадратная призма той толщины, которую должен иметь цилиндр для изготовляемого винта. Тогда поворачивают на 45°, завинчивают в тиски и подобным же приёмом обращают четырёхгранную призму в восьмигранную. После этого остаётся обратить её в цилиндр; для этого, завинтив проволоку в ручные тиски, упирают восьмигранную призму в желобок, выпиленный в деревяшке, завинченной в тиски, постоянно поворачивают и округляют более мелким напилком. Если нужен «анзац», его сначала оставляют квадратным, а потом уже обращают тем же приёмом в цилиндр. При нарезывании винта проволоку завинчивают в тиски вертикально; винтовальная доска должна вращаться очень легко, когда винтики – в 1 – 2 мм, и только для более толстых чувствуется заметное сопротивление. Желательно (95) поддерживать винтовальную доску обеими руками, чтобы избежать бокового давления, способного искривить винт. Когда нарезка готова и винт в гайку входит, можно отрезать его от проволоки и оформить головку. Разрез для отвёртки делают пилой для металла и плоской «надельфейлей». Так как для этого потребуется завинтить в тиски нарезку, необходимо подкладывать картон, дерево, свинец или цинк (для стальных винтов).
Часто стальные винты бывают «отсинены». Для этого надо вычистить начисто поверхность головки и нагревать весь винт на лампе: на его поверхности появятся последовательно «побежалые цвета»: светло-жёлтый, золотисто-жёлтый, пурпуровый, синий, голубой, затем они повторятся в том же порядке, но уже неяркими и перейдут в серый. Яркость цветов первого порядка обусловливается хорошей полировкой и чистотой поверхности. При довольно быстром нагревании каждому цвету первого порядка соответствует определённая температура нагрева – от 120° до 350° Ц примерно. Но если нагревать долгое время при одной и той же температуре, окисление идёт дальше, и можно получить цвет дальнейшего порядка. По-настоящему перед отсиниванием винты закаливают для придания большей прочности их головкам.
Сделать винт по указанному можно в случае, когда его гайка свободна, но часто винт отламывается так, что часть его остаётся в гайке. Вывинтить его можно, если достаточная часть торчит, то её можно завинтить в тиски. Если же такой части нет, остаётся высверлить новую дырку и нарезать новую гайку, побольше. Иногда удаётся такой приём: просверливают вдоль оси винта дырку, немного поменьше его диаметра, заколачивают в неё стальное шило или кусочек стальной проволоки, нарочно приготовленный в виде притуплённой, остроугольной четырёхгранной пирамиды, и, завинтив её в тиски, пробуют отвинчивать. Если винт заржавленный или на нём сильно присохло масло, полезно перед попыткой отвинчивания нагреть довольно сильно, а также положить на несколько часов в керосин. Когда нельзя нагревать весь предмет, накаливают железный прутик и приставляют его конец к выдающейся части винта.
При нарезании новой гайки в готовой части прибора надо действовать очень осторожно: если приложить побольше силы или надавить метчик на сторону, его легко отломать. А если метчик сломается в нарезываемой гайке, его обломок редко удаётся вывинтить. Высверлить его тоже нельзя иначе, как нагрев предварительно до тёмно-красного каления, потому что он твёрдо закалён. Но готовую часть прибора почти никогда нельзя бывает прокалить без повреждения, поэтому-то и нужна крайняя осторожность. Метчик завёртывают обыкновенно в ручные тиски и ввёртывают его, вращая то вперёд, то назад, причём при самом (96) начале необходимо нажимать вперёд. Обыкновенно при вращении вперёд сопротивление быстро возрастает, а если винт отвернуть немного назад, опилки с маслом выделяются, и можно опять повернуть ещё немного вперёд и т. д.
Надо уметь приготовить самому и метчик, потому что они ломаются и теряются. Для этого надо приготовить сначала винт из инструментной стали, но аккуратно, чтобы нарезка вышла в верхней части полная. Для этого можно конец опилить потоньше, попробовать нарезывать, и по указанию первых нарезок подпилить остающуюся часть. Когда нарезка готова, надо получить режущие края: для этого всего проще – спилить на конце четыре взаимно перпендикулярные фацетки, придающие метчику пирамидальную форму. При этом у основания винтовой нарезки надо спилить столько, чтобы посредине фацетки нарезки только что исчезли, а к концам фацетки должны взаимно пересекаться так, чтобы на свободном конце метчика от нарезки оставался едва заметный след на углах. Иначе метчик не войдёт в дырку и не начнёт резать. Метчики толще сантиметра обыкновенно снабжают желобчатыми нарезками, чтобы получить более острые режущие углы, но для маленьких это неудобно. Такой длинный конический метчик годится вполне для сквозных гаек; если же гайка не сквозная, надо иметь ещё другой, у которого спилены всего оборота три, и то не вполне: он войдёт после первого и дорежет гайку. Когда же необходимо иметь полную нарезку до дна гайки, пользуются ещё третьим метчиком, вполне цилиндрическим, с фацетками, не уничтожающими верхний край нарезки и на конце.








