 2015-01-13
2015-01-13 1227
1227Глубина профиля детали,  | Резец | Хвостовик | ||||||
| B | H | E | A | F | r | d | M | |
| До 4 | 0,5 | 21,31 18,57 | ||||||
| 4…6 | 0,5 | 29,46 24,00 | ||||||
| 6…10 | 0,5 | 34,46 29,00 | ||||||
| 10…14 | 1,0 | 45,77 34,84 | ||||||
| 14…20 | 1,0 | 55,77 44,84 | ||||||
| 20…28 | 1,0 | 83,66 64,53 |
РЕЖУЩЕЙ ЧАСТИ РЕЗЦОВ
3.5.1. Определение переднего и заднего углов лезвия резца
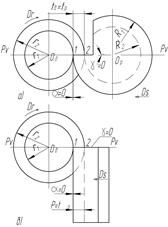
| Рис. 3.17. Круглый (а) и призматический (б) фасонные резцы с γ=0˚ и α=0˚ |
Размеры рабочей части и глубина профиля фасонных резцов tр будут равны соответствующим размерам и глубине профиля обработанной детали  , если передний угол γ и задний угол α будут равны нулю (рис.3.17). Однако такие геометрические параметры не применяются, т.к. резание в таком случае практически невозможно. Главная причина этого заключается в том, что в итоге сложения главного вращательного движения
, если передний угол γ и задний угол α будут равны нулю (рис.3.17). Однако такие геометрические параметры не применяются, т.к. резание в таком случае практически невозможно. Главная причина этого заключается в том, что в итоге сложения главного вращательного движения  детли и движения подачи
детли и движения подачи  резца кинематическая плоскость резания
резца кинематическая плоскость резания
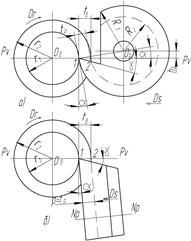 |
| Рис. 3.18. Круглый (а) и призматический (б) фасонные резцы с γ>0˚ и α>0˚ |
будет пересекать тело резца, действительный задний угол будет «отрицательным». Для устранения возникающего при этом смятия поверхности резания детали задней поверхностью резца, а также для уменьшения сил трения между ними, необходимо в первую очередь обеспечить положительное значение заднего угла  .
.
Резание металлов фасонными резцами, имеющими передний угол g = 0°, возможно. Однако при обработке различных материалов режущие свойства таких резцов не будут проявляться в полной мере. Придание переднему углу резцов нулевого значения в ущерб их режущим свойствам не устраняет искажения профилей деталей и необходимости коррекционных расчётов, не уменьшает ни трудности расчётов, ни сложности технологии их производства. Следовательно, передний угол резца  должен быть больше 0° в соответствии с механическими и физическими свойствами обрабатываемого материала. В общем случае должно быть:
должен быть больше 0° в соответствии с механическими и физическими свойствами обрабатываемого материала. В общем случае должно быть:  и (рис. 3.18).
и (рис. 3.18).
Передние ( ) и задние (
) и задние ( ) углы резца рекомендуется выбирать для точки 1 или кромки фасонного профиля, расположенных на базовой линии, т.е. в диаметральной плоскости на уровне центра вращения детали (в статической основной плоскости
) углы резца рекомендуется выбирать для точки 1 или кромки фасонного профиля, расположенных на базовой линии, т.е. в диаметральной плоскости на уровне центра вращения детали (в статической основной плоскости  ), в зависимости от материала режущей части резца и свойств обрабатываемого материала по табл. 3.6.
), в зависимости от материала режущей части резца и свойств обрабатываемого материала по табл. 3.6.
Передний угол как у призматического, так и круглого фасонного резцов обеспечивается путем заточки. Задний угол  у последнего создается за счет смещения центра резца выше центра детали на величину
у последнего создается за счет смещения центра резца выше центра детали на величину  (см. рис.3.18, а), а у призматического – его наклоном (см. рис.3.18, б).
(см. рис.3.18, а), а у призматического – его наклоном (см. рис.3.18, б).
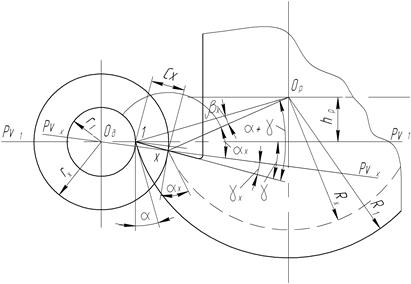 |
| Рис. 3.19. Изменение переднего и заднего углов в различных точках режущей кромки лезвия резца |
Как уже отмечалось оптимальные значения переднего  и заднего углов назначаются для базовой точки 1, лежащей на уровне центра Од вращения детали. Во всех остальных точках Х режущего лезвия, в зависимости от расположения их на фасонном профиле резца, величины углов
и заднего углов назначаются для базовой точки 1, лежащей на уровне центра Од вращения детали. Во всех остальных точках Х режущего лезвия, в зависимости от расположения их на фасонном профиле резца, величины углов  и
и  отличны от оптимальных значений (рис.3.19). Как видим из рис.3.19, с удалением рассматриваемой точки Х от оси
отличны от оптимальных значений (рис.3.19). Как видим из рис.3.19, с удалением рассматриваемой точки Х от оси  вращения детали задний угол увеличивается ( > ), а передний уменьшается ( < ). Поэтому, назначая и для базовых точек, необходимо учитывать положение базовой линии, глубину профиля с тем, чтобы все точки режущей кромки лезвия резца были обеспечены приемлемыми значениями задних и передних углов в рабочем состоянии.
вращения детали задний угол увеличивается ( > ), а передний уменьшается ( < ). Поэтому, назначая и для базовых точек, необходимо учитывать положение базовой линии, глубину профиля с тем, чтобы все точки режущей кромки лезвия резца были обеспечены приемлемыми значениями задних и передних углов в рабочем состоянии.
Таблица 3.6








