 2015-01-13
2015-01-13 799
799Профиль режущей кромки резца и фасонный профиль обработанной детали будут совершенно одинаковыми (совпадут), если передний угол резца  и задний угол
и задний угол  (см. рис.3.17). В этом случае никакие коррекционные расчеты размеров профиля резцов не нужны. Однако, в подавляющем большинстве случаев
(см. рис.3.17). В этом случае никакие коррекционные расчеты размеров профиля резцов не нужны. Однако, в подавляющем большинстве случаев  и
и  (обоснование наличия углов
(обоснование наличия углов  и
и  см. в разделе 3.5). В связи с этим профили детали и резца не совпадут.
см. в разделе 3.5). В связи с этим профили детали и резца не совпадут.
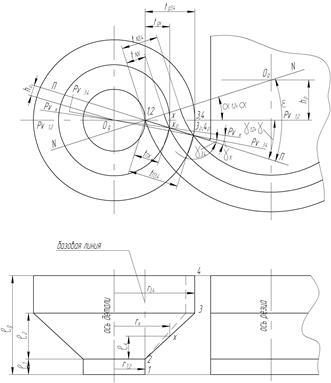 |
| Рис. 3.22. Размеры профилей детали tд и резца в передней tп и нормальной tN плоскостях в узловых 3,4 и произвольной Х точках |
При изготовлении фасонного резца необходимо иметь размеры его профиля в технологической (нормальной) плоскости N-N. Эта плоскость расположена нормально к задней поверхности резца (рис.3.22).
Проверка размеров профиля после изготовления резца и при его эксплуатации производится в передней плоскости П-П (см. рис.3.22). Именно поэтому, как указывалось ранее, передняя поверхность фасонных резцов делается плоской. Это обеспечивает повышение точности профиля и облегчает контроль его размеров.
Во всех случаях, когда передняя плоскость П-П резца не совпадает с основной плоскостью  проходящей через первую базовую точку 1.2, а это имеет место при
проходящей через первую базовую точку 1.2, а это имеет место при  , размеры профиля режущей кромки резца не будут совпадать с размерами профиля детали. Разница в размерах зависит от расположения передней плоскости П-П относительно основной плоскости т.е от величины
, размеры профиля режущей кромки резца не будут совпадать с размерами профиля детали. Разница в размерах зависит от расположения передней плоскости П-П относительно основной плоскости т.е от величины  и определяется величиной переднего угла. Из рис. 3.22 видим, что в любой точке Х глубина профиля резца по передней поверхности П-П не равна глубине профиля детали, т.е.
и определяется величиной переднего угла. Из рис. 3.22 видим, что в любой точке Х глубина профиля резца по передней поверхности П-П не равна глубине профиля детали, т.е.  . Размеры профиля по ширине резца сохраняются.
. Размеры профиля по ширине резца сохраняются.
Из рис.3.22 также наглядно видно, что нормальная плоскость N-N, перпендикулярная к задней поверхности резца, располагается по отношению к передней плоскости под углом + , следовательно, в любой точке Х  .
.
Итак, из рассмотрения общего случая, когда у резца  и
и  следует, что причиной несовпадения профилей детали и резца, а следовательно, причиной, вызывающей необходимость коррекционных расчетов фасонных профилей резцов, является угол искажения профиля
следует, что причиной несовпадения профилей детали и резца, а следовательно, причиной, вызывающей необходимость коррекционных расчетов фасонных профилей резцов, является угол искажения профиля  .
.








