2015-01-21
2015-01-21 1737
1737Процесс герметизации контактной точечной сваркой на конденсаторной сварочной машине показан на рис. б.Он включает операции сжатия свариваемых деталей корпуса 1 электродами 2 включения и выключения сварочного тока, снятия усилия сжатия. Основными элементами установки являются выпрямитель 5 батарея конденсаторов 4 с переключателем для ее последовательного соединения с источником питания и трансформатором 3, который предназначен для получения в сварочной цепи больших токов при низком напряжении.
Шовная роликовая сварка (рис. в) применяется для герметизации прямоугольных корпусов ИС и по своей природе близка к точечной сварке. Цикл герметизации состоит из следующих операций. Корпус ИС 3 укладывается в гнездо поворотного столика 4 каретки 1. При прохождении столика под вращающимися роликами 2 происходит сварка двух сторон корпуса ИС 3. В крайнем положении столик поворачивается на 90°, а ролики раздвигаются или сдвигаются. Каретка движется в противоположном направлении, и при прохождении столика с микросхемой под роликами происходит сварка двух других сторон герметизируемого корпуса.
В производстве ИС применяются полуавтоматические машины контактной шовной сварки ПГРС-1М, ПГРС-2, 10СС900-007, позволяющие герметизировать плоские корпуса с выводами, расположенными как параллельно, так и перпендикулярно плоскости основания.
В производстве ИС применяется также герметизация корпусов сваркой плавлением кромок соединяемых деталей. Наиболее распространены аргонно-дуговая, микроплазменная, электронно-лучевая и лазерная сварки.
При аргонно-дуговой сварке (рис. г) нагрев свариваемых кромок осуществляется теплотой электрической дуги. В зону дуги подается защитная струя аргона, которая предохраняет расплавленный металл от воздействия атмосферного воздуха. Герметизация происходит в результате расплавления кромок свариваемых элементов корпуса с последующей кристаллизацией металлов шва. Детали корпусов ИС 2 собираются в кассеты 4 на теплоотводные основание 3 и крышку 1 и устанавливаются на столе (план-шайбе) сварочной установки. Конец электрода 5 помещают на расстоянии длины дуги от свариваемых кромок. В качестве неплавящегося электрода используются прутки вольфрама, содержащие 1,5... 2 % тория.
Передвигая сопло горелки 6 с электродом 5 вдоль кассеты с собранными ИС 2, осуществляют сварку. Для герметизации ИС разработан ряд установок аргонно-дуговой сварки: ИО.20.027, ИО.200.041, УЭС-3.
Разновидностью аргонно-дуговой сварки является микроплазменная, применяемая для герметизации корпусов ИС с малой толщиной. Для сварки этим способом используется дуговой разряд с интенсивным плазмообразованием (рис. д). Плазменная сварка не имеет недостатков, присущих аргонно-дуговой: сравнительно большого активного пятна и нестабильности при малых токах.
Для получения плазменной струи используются плазменные головки (плазмотроны), в которых имеется неплавящийся вольфрамовый электрод 1 (рис. д), каналы в корпусе горелки 3 для подачи плазмообразующего 2 и защитного 4 газов. Анодом служит герметизируемое изделие 6, на которое через теплоотводные. элементы 5 подводится электрический потенциал. В качестве плазмообразующих газов используется смесь Ar-Не или Ar-Н2, а в качестве защитного — аргон Аг.
При литьевом прессовании — наиболее распространенном методе пластмассовой герметизации — используют как термопластичные, так и термореактивные пластмассы. Сущность этого метода состоит в том, что дозированную пластмассовую таблетку (или порошок) расплавляют до заливки вне литьевой формы, а заливка происходит при дополнительном повышении жидкотекучести пластмассы и незначительном увеличении давления.
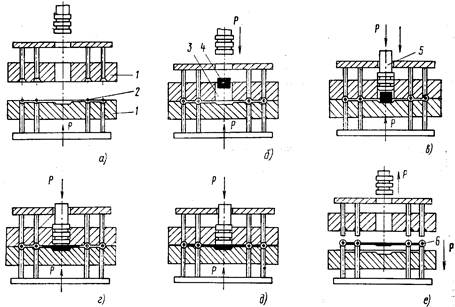
Непосредственно перед герметизацией перфоленту определенной формы и длины со смонтированными ИС укладывают, фиксируя по перфорации, в пресс-формы, которые закрывают, и производят прессование. В процесс прессования — заливки пресс-формы — входят следующие операции (рис. ниже): загрузка перфоленты и смыкание литьевой формы (а), загрузка пластмассовой таблетки (б), ввод пуансона (трансфера) в литьевую форму (в), расплавление пластмассы под высоким давлением (г), заливка формы пластмассой под низким давлением и выдержка (д), размыкание литьевой формы и съем изделия (е).