 2015-01-21
2015-01-21 479
479При сварке многопроходных швов с V- или Х-образной разделкой кромок первый проход часто выполняют вручную или механизированно без присадочного металла на весу. Разделку заполняют при последующих проходах с присадочным металлом. Для формирования корня шва можно использовать медные или стальные съемные подкладки, флюсовую подушку. В некоторых случаях возможно применение и остающихся подкладок. При сварке активных металлов необходимо не только получить хороший провар в корне шва, но и обеспечить защиту от воздуха с обратной стороны расплавленного и нагретого металлов. Это достигается использованием медных или других подкладок с канавками, в которые подается защитный инертный газ (рис. 9). Эта же цель в некоторых случаях достигается при использовании флюсовых подушек.
При сварке труб или закрытых сосудов газ пропускают внутрь сосуда. Инертные газы, увеличивая поверхностное натяжение расплавленного металла, улучшают формирование корня шва. Поэтому их поддув используют при сварке сталей на весу. При сварке на весу, особенно без присадочного металла, следует тщательно поддерживать требуемую величину зазора между кромками.
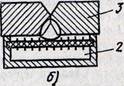
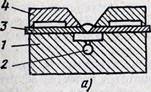
Рис.9 Подкладки для защиты от воздуха обратной стороны шва при сварке:
а) односторонней, б) двусторонней. 1 –медная подкладка, 2 –защитный газ, 3 –свариваемый металл, 4 –зажимное приспособление.
17.2 21.2








