 2015-01-21
2015-01-21 464
464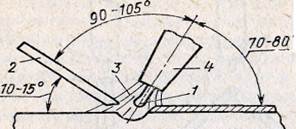
Рис.10 Расположение горелки и присадочного прутка при ручной аргонодуговой сварке: 1 –электрод, 2 –присадочный пруток, 3 –защитный газ, 4 –пруток.
При соединении встык металла толщиной до 10 мм ручную сварку ведут справа налево (рис. 10). При сварке металла меньшей толщины угол между горелкой и изделием устанавливают равным 60°. При сварке изделий больших толщин применяют правый способ; угол между горелкой и изделием, так же как и при сварке угловых соединений, устанавливают равным 90°.
Присадочный пруток при ручной сварке тонколистового материала вводят не в столб дуги, а несколько сбоку возвратно-поступательными движениями; при сварке металла большей толщины — поступательно-поперечными перемещениями. При сварке многослойных швов отдельные валики рекомендуется выполнять не на всю ширину разделки (многопроходными).
20.2 22.2 23.2








