2015-02-24
2015-02-24 8213
8213Применительно к робото-техническим комплексам (РТК) циклограмма должна включать в выбранной последовательности все основные и вспомогательные операции (переходы) изготовления изделия, а также условные операции (переходы) для возможных изменений технологического маршрута.
Для построения циклограммы функционирования РТК необходимо:
1) проанализировать компоновку РТК и определить все движения (переходы) основного и вспомогательного оборудования (робота, станка, накопителя), необходимые для выполнения заданного цикла обработки детали;
2) определить (составить перечень) всех механизмов основного и вспомогательного оборудования, участвующих в формировании заданного цикла;
3) задать исходное положение механизмов робота, станка, транспортера и т. д.;
4) составить последовательность движений оборудования (механизмов) за цикл в виде таблицы;
5) определить время выполнения каждого движения ti используя формулы:

где αi, βi — углы поворота механизмов; li, hi — линейные перемещения механизмов; ωi, vi — сооветственно паспортные скорости углового и линейного перемещения механизмов по соответствующей координате.
Для примера рассмотрим построение циклограмм функционирования РТК механообработки. Комплекс предназначен для обработки деталей на токарно-патронном полуавтомате модели 16К20ФЗ. Загрузку-разгрузку и переустановку деталей осуществляет однозахватный ПР М20П40.01. В состав РТК входит накопитель для деталей и заготовок — тактовый стол. Компоновка РТК представлена на рис. 2.9.
1. Для выполнения заданного цикла обработки детали за два установа необходимы следующие движения (переходы):
загрузка заготовки в патрон станка;
зажим заготовки в патроне; отвод руки ПР;
обработка детали (установ 1);
переустановка детали в патроне станка, отвод руки ПР;
обработка детали (установ 2);
разгрузка детали из патрона станка на тактовый стол, перемещение тактового стола на один шаг (на одну позицию).
2. В формировании заданного цикла участвуют механизмы станка:
зажима детали (патрон),
вращения детали,
подачи суппорта,
поворота резцовой головки,
перемещения ограждения;
• промышленного робота (рис. 2.10):
подъема руки,
поворота руки относительно вертикальной оси; выдвижения руки, зажима схвата,
ротации схвата (поворота схвата относительно горизонтальной оси),
поворота схвата относительно вертикальной оси;
• тактового стола:
перемещения детали (заготовки) на один шаг (на одну позицию).суппорт в нулевой (исходной) позиции, в резцовой головке установлен необходимый комплект инструментов для обработки заданной детали, т. е. для выполнения заданного цикла обработки, линия центров станка выше уровня расположения заготовок на тактовом столе;
схват робота разжат, ось детали, первоначально зажимаемой в схва-те, — горизонтальная; рука втянута и повернута к тактовому столу, схват (руад) на уровне расположения заготовок на тактовом столе, заготовка расположена на тактовом столе в призмах против схвата ПР.
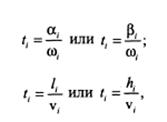
4. В соответствии с составленной последовательностью движений
механизмов оборудования за цикл построена циклограмма функционирования РТК (рис. 2.11).