 2015-02-27
2015-02-27 6523
6523Фенолоформалъдегидные смолы, получаемые в результате поликонденсации фенолов или их родственных соединений (крезол, ксиленол) с альдегидами (формальдегид, фурфурол, ацетальдегид и др.), и пластические массы на их основе (фенопласты) выпускаются и потребляются в очень большом ассортименте.
Фенопласты обладают высокой твердостью и прочностью, нерастворимы в обычных растворителях и набухают только в отдельных растворителях, стойки к старению, водостойки и очень мало поглощают воды. Одновременно они, как и другие пластмассы, имеют небольшую плотность, высокое электросопротивление, химическую стойкость, фрикционные и антифрикционные свойства. Изделия из таких материалов могут длительное время работать при повышенных температурах и мало изменять свои механические свойства.
Недостатком фенопластов является выделение в процессе эксплуатации некоторого количества свободного фенола, являющегося сильным ядом и представляющего определенную опасность.
Основные признаки, по которым производят классификацию фенолоформальдегидных смол,— влияние нагрева на свойства смол и вид применяемого наполнителя. Схема производства фенолоформальдегидной смолы приведена на рис. 7.1.
По влиянию нагрева фенолоформальдегидные смолы делятся на термореактивные — резольные и термопластичные — новолачные. Резольные смолы получают в результате поликонденсации фенола с избытком формальдегида при соотношении 6:7 в щелочной среде. При этом в полимерах происходят химические превращения, связанные с переходом линейной структуры в сетчатую и образованием неплавкого и нерастворимого состояния материала.
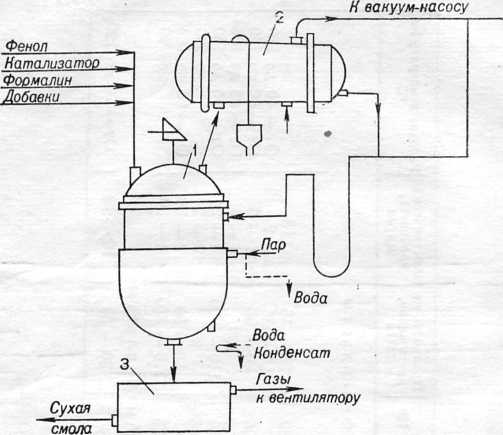 Рис.7.2. Схема производства фенолоформальдегидной смолы: 1 — реактор; 2— трубчатый холодильник; 3 — бункер. Рис.7.2. Схема производства фенолоформальдегидной смолы: 1 — реактор; 2— трубчатый холодильник; 3 — бункер. |
Свойства резольных смол зависят в основном от характера сырья. Из смол, полученных на основе фенола, вырабатывают пластмассы, обладающие более высокой твердостью, прочностью и теплостойкостью по сравнению со смолами, полученными из крезола или ксиленола. Смолы, выработанные на основе крезола, отличаются хорошими диэлектрическими свойствами и повышенной водостойкостью. Резольные смолы испольуются для изготовления пресс-порошков, волокнистых и слоистых пластиков, характеризующихся высокой прочностью, водо- и химической стойкостью и диэлектрическими свойствами.
Новолачные смолы получают поликонденсацией формальдегида с избытком фенола в кислой среде. Полученные смолы имеют линейную структуру; при нагревании плавятся, а при охлаждении затвердевают, растворяются в спирте. По сравнению с резольными, новолачные смолы более технологичны, легко заполняют пресс-формы и быстро затвердевают. Из новолачных смол изготавливают пресс-порошки для изделий общего назначения, абразивные изделия, газонаполненные материалы и спиртовые лаки. По технологии получения новолачная и резольная смолы мало отличаются.
По виду применяемого наполнителя фенопласты подразделяются на порошковые, волокнистые и слоистые.
Фенопласты с порошковыми наполнителями (пресс-порошки) имеют широкое, распространение и состоят из связующих смол, наполнителей, отвердителей. смазки, красителей и пигментов. Для производства пресс-порошков применяют новолачные и резольные фенолоальдегидные смолы, причем из новолачных пресс-порошков изготавливают изделия технического и бытового назначения, а из резольных — изделия с повышенными диэлектрическимисвойствами, водостойкостью и химической стойкостью. Свойства пресс-порошков зависят от физического и химического состава наполнителей и от их содержания в изделии. В качестве наполнителей применяют органические и минеральные вещества, которые обычно дешевле смол, поэтому снижают стоимость пресс-порошков.
Важнейшим наполнителем органического происхождения является древесная мука (измельченные опилки), а минерального — каолин, тальк, порошкообразный асбест и др. Отвердителем новолачных и резольных смол является уротропин, а ускорителями процесса отверждения — гашеная. известь, оксид магния, оксид кальния и другие материалы. Смазывающие вещества (олеиновая и стеариновая кислоты и их соли) уменьшают залипание пресс - порошков к пресс-формам и повышают пластичность материала. Для окраски пресс-порошков применяют мумию, охру, нигрозин, пигменты и др.
Новолачные пресс-порошки производят вальцовым и шнековым методами, резольные — вальцовым.
 Пресс-порошки в зависимости от назначения подразделяются на следующие типы: тип О - пресс-порошки общетехнического назначения (улучшенные и с повышенной ударной прочностью), используются в машиностроении, электротехнике для изготовления ненагруженных и малонагруженных деталей и изделий, а также товаров народного потребления; тип Сп - специальные безаммиачные (с органическими и минеральными наполнителями), применяются для изделий, работающих в контакте с серебряной арматурой или другими цветными металлами;
Пресс-порошки в зависимости от назначения подразделяются на следующие типы: тип О - пресс-порошки общетехнического назначения (улучшенные и с повышенной ударной прочностью), используются в машиностроении, электротехнике для изготовления ненагруженных и малонагруженных деталей и изделий, а также товаров народного потребления; тип Сп - специальные безаммиачные (с органическими и минеральными наполнителями), применяются для изделий, работающих в контакте с серебряной арматурой или другими цветными металлами;
Типы Э и В - электроизоляционные и высокочастотные, применяются для изготовления электроизоляционных деталей в электротехнике и радиотехнике; Вх – влагостойкие и химически стойкие (кислотостойкие и щёлочестойкие), используются для получения деталей и изделий с высокой химической стойкостью; тип Ж – жаростойкие, предназначены для изготовления деталей и изделий работающих в условиях повышенной температуры.
При маркировке пресс-порошков учитывают тип пресс-порошка и номер группы данного типа, марку смолы и условный номер наполнителя. При этом марки 20 и ниже соответствуют новолачной смоле, а выше – резольной. Условный номер наполнителя 02 обозначает древесную муку, 03 – слюду, 06 – асбест и т.д. Напримет, пресс-порошок марки О6-010-02 следует характеризовать: О – тип (общетехнического назначения), 6 – группа, 010 – марка смолы, 02 – наполнитель (древесная мука). Изделия из фенолформальдегидных пресс-порошков получают методом горячего прессованич при температуре 180 – 190 оС и давлении 15 – 35 Мпа.
Недостаток фенопластов с порошковыми наполнителями являются хрупкость и незначительная ударная прочность, что ограничивает применение этих материалов для изготовления деталей и изделий сложной конфигурации, подверженных воздействию различных напряжений.
Фенопласты с волокнистыми наполнителями (волокнит, стекловолокнит, асбоволокнит, фаолит и др.) обладают лучшими механическими свойствами по сравнению с порошковыми фенопластами. Получают их горячим прессованием при температуре 160 -175 оС и давлении 30-40 Мпа.
Волокнит является пресс – материалом, в котором в качестве наполнителя использована хлопковая целлюлоза пропитанная резольной смолой. Добавками служат минеральные наполнители, отвердители, смазки и красители. Из волокнитов изготавливают электроизоляционные материалы, шестерни, маховики, корпуса аппаратов и приборов и другие детали и изделия
Стекловолокнит получают на основе резольнйй смолы и стекловолокна или стеклонитей, используемых в качестве наполнителей. Промышленность выпускает две марки стекловолокнита: пресс-материал АГ-4 марки В (наполнитель — спутанное стекловолокно) и АГ-4 марки С (наполнитель — стеклонити). Прочность, электроизоляционные свойства и водостойкость стекловолокнита выше, чем волокнита. Технологический процесс производства стекловолокнита состоит из операций подготовки наполнителя (резка и распушка стекловолокна), перемешивания компонентов и сушки материала. Стекловолокниты применяются для изготовления деталей и изделий конструкционного назначения, обладающих повышенной прочностью и электросопротивляемостыо.
Асбоволокниты изготавливают на основе резольных смол. в которых наполнителем служит волокнистый абест. Процесс производства асбоволокнитовой композиции состоит из этапов смешения компонентов, таблетирования, вальцевания и сушки. Наша промышленность выпускает несколько марок асбоволокнитов, отличающихся структурой наполнителя. Асбоволокниты обладают высокими антифрикционными свойствамы и теплостойкостью и применяются для изготовления тормозных колодок, деталей электродвигателей и приборов, работающих в условиях повышенных температур.
Фаолит - пресс-материал, представляющий собой композицию на основе резольной смолы и кислотостойкого наполнителя (асбест, графит и кварцевый песок). Технологический процесс получения фаолита состоит из операций подготовки резольной смолы, смешивания ее с наполнителем и вальцевания фаолитовой массы. Фаолит обладает стойкостью ко всем кислым средам, в том числе к концентрированной соляной кислоте (разрушается азотной кислотой); применяется в качестве конструкционного материала при изготовлении деталей и изделий, работающих в агрессивных средах. Промышленность выпускает Фаолит марок А. П и Т. Фаолит А состоит из асбестового наполнителя и применяется для получения кислотостойких тру!б. арматуры, аппаратов и в качестве теплоизоляционного материала.. Наполнителем в фаолите П служит кварцевый песок с добавками асбеста, а в фаолите Т —графит с асбестом. Эти марки фаолита более жестки, обладают меньшей ударней прочностью но высокими антикоррозионными свойствами, теплостойкостью и технологичностью. Они применяются для изготовления кислотостойких трубопроводов, аппаратуры и футеровки корпусов травильных и гальванических ванн и т. п.
Фенопласты со слоистыми наполнителями (слоистые пластики) изготавливают на основе резольных смол, наполнителей из тканей (хлопчатобумажные, стеклянные, асбестовые), бумаги и древесного шпона прессованием при температуре 150—160°С и давлении 10— 15 МПа. В зависимости от вида наполнителя слоистые фенопласты подразделяются на текстолит, стеклотекстолит, асботекстолит, гетинакс. древесно-слоистые пла- стики и выпускаются в виде листов толщиной 0,5—2 мм, пластик толщиной 2—8 мм и плит толщиной более 8 мм. Слоистые пластики характеризуются высокими механическими свойствами и в ряде случаев заменяют сплавы из черных и цветных металлов.
Текстолит — распространенный слоистый пластик. обладает высокой механической прочностью, малой плотностью хорошими фрикционными свойствами. Основными этапами процесса производства текстолита являются: подготовка ткани и пропитка ее смолой, сушка и прессование текстолитовой массы и обрезка кромок. Текстолит применяется в машиностроении в качеетве конструкционного материала для изготовления шестерен, шкивов, втулок, червячных колес и т.д. Высокие антифрикционные свойства и стойкость к истиранию обусловливают применение, его для производства подшипников, работающих без масляной смазки и под высоким давлением. В электротехнике из текстолита изготавливают детали, сочетающие хорошие электроизоляционные свойства с механической прочностью. Использование капроновых и найлоновых наполнителей повышает технические свойства текстолита.
Стеклотекстолит, для получения которого в качестве наполнителя используется стеклянная ткань, отличается более высокими механическими и электроизоляционными своиствами. а также термо- и водостойкостью. Процесс производства стеклотекстолита состоит из операций пропитки стеклянной ткани связующей смолой, сушки и прессования пропитанной ткани и обрезки кромок материала. Стеклотекстолит применяется в качестве конструкционного и электроизоляционного материала в различных отраслях техники: в самолето- и приборостроении, судостроении, автомобилестроениия, строительстве и т. д. Изделия из стеклотекстолита получают обработкой резанием и повторным формованием.
Асботекстолит представляет собой слоистый спрессованный материал, изготовленный из специальной асбестовой ткани, пропитанной раствором резольной смолы. Отличительной особенностью этого слоистого пластика являются высокие фрикционные свойства и теплостойкость что обусловливает применение его в качестве прокладок, работающих при повышенных температурах, тормозных устройств и деталей механизмов сцепления.
Для изгртовления манее ответственных деталей и изделий (детали низковольтных электроустановок и щитов, прокладочные и упорные колонки, ограждения, кровля и др. применяют более дешевый слоистый пластик – асболит в котором в качестве наполнителя используется асбестовая бумага.
Гетинакс – слоистый пластик с бумажным наполнителем. По своим свойствам близок к текстолиту, обладает повышенными электроизоляционными, но несколько худшими механическими свойствами, чем текстолит. Для пропитки бумаги применяют растворы резольных смол. Гетинакс широко применяется в качестве электроизоляционного материа (детали высокочастотных аппаратов и трансформаторов, электроизоляторы, щиты и панели, колодки зажимов, шайбы, прокладки, трубы и др.) и реже как конструкционный и декоративный облицовочный материал в технике и строительстве. Промышленность выпускает гетинакс электротехнического и конструкционного назначения в виде листов и плит, а также труб различного диаметра.
Древеснослоистые пластики представляют собой пластмассы, получаемые на основе древесного шпона (пластинок древесины толщиной 0,5 – 1,2 мм), пропитываемого резольной смолой с последующим прессованием.
Различают лигнофоль, фанерит, бакелизированную фанеру и др. Обычный древеснослоистый пластик на основе пропитанного древесного шпона — лигнофоль — в зависимости от метода сборки подготовленного шпона в пакеты выпускают нескольких марок: ДСП-А, ДСП-Б, ДСП-В и ДСП-Г. Для пластика ДСП-А применяется параллельное расположение волокон древесины во всех слоях шпона, обеспечивающее максимальную прочность материала в одном направлении. При сборке пакетов пластика ДСП-Б через каждые 10—20 листов с параллельным расположением волокон один лист укладывается с перпендикулярным их расположением. В пластике ДСП-В каждый лист шпона с параллельным расположением волокон перемежается листом с перпендикулярным расположением волокон, что обеспечивает одинаковые механические свойства материала во взаимно перпендикулярных направлениях. Самое благоприятное распределение механических свойств создается в слоистом пластике ДСП-Г, в котором угол между направлением соседних волокон равен 30°.
Фанерит получают прессованием пакетов шпона, переложенных пропитанной смолами бумагой, а бакелизированную фанеру— прессованием пакета, составленного из пропитанных смолами листов шпона. Древеснослоистые пластики обладают высокими механическими, антифрикционными и электроизоляционными свойствами, хорошей химической стойкостью.
В качестве конструкционного материала слоистые пластики используются в авиационной, электротехнической, текстильной и других отраслях промышленности, а также в приборостроении, а в качестве антифрикционного — для изготовления подшипников скольжения и деталей других узлов трения в прокатных валках, судовых, буровых и грузоподъемных механизмах, в гидротехнических сооружениях и др. В химическом машиностроении из древесно-слоистых пластиков изготавливают различную арматуру, прокладки и уплотнительные детали, трубопроводы и детали к ним, которые могут работать в условиях агрессивных сред и повышенных температур. В строительстве широко применяют древесностружечные и древесноволокнистые плиты, наполнителями в которых служат отходы древесины в виде стружек, мелкой щепы и опилок.








