 2015-02-27
2015-02-27 2269
2269Для того чтобы рассчитать основную заработную плату рабочих необходимо определиться с последовательностью технологических операций (маршрутом) изготовления детали, с профессиями и квалификационными разрядами рабочих их выполняющие, с нормами времени на выполнение этих операций, определить часовые тарифные ставки рабочих и рассчитать сдельные расценки.
2.1. Маршрут изготовления детали «Полумуфта».
Маршрутная технология изготовления детали «Полумуфта» представлена в табличной форме.
Таблица №6.
Формирование технологического маршрута обработки детали
| № Операции | Наименование и содержаниеопераций | Эскиз и схема базирования детали |
| Заготовительная |
Токарная с ЧПУ Подрезать торец выдерживая размер113-0,37 мм Точить наружную цилиндрическую поверхность Æ190h8-0,072, выдерживая размеры Æ190  и 22-0,52 мм. и 22-0,52 мм. | 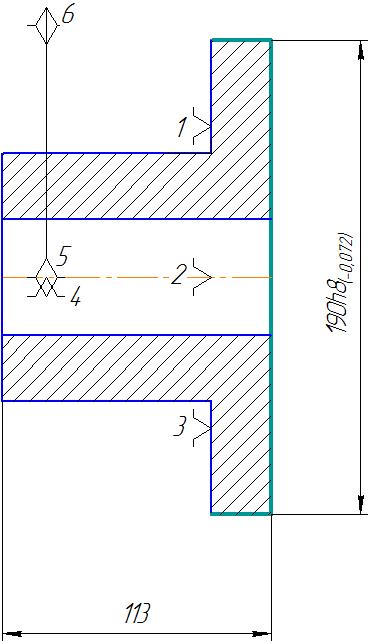 | |
Токарная с ЧПУ Подрезать торец выдерживая размер110-0,37 мм. Точить наружнюю цилиндрическую поверхность Æ100h6-0,022, выдерживая размеры 88-0,2 мм. Расточить канавку Æ80±0,1 окончательно, выдерживая размеры Æ80±0,1 и 20-0,52 мм. Точить внутреннюю цилиндрическую поверхность Æ55H9  ,выдерживая размеры Æ54 ,выдерживая размеры Æ54 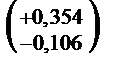 мм. мм. | 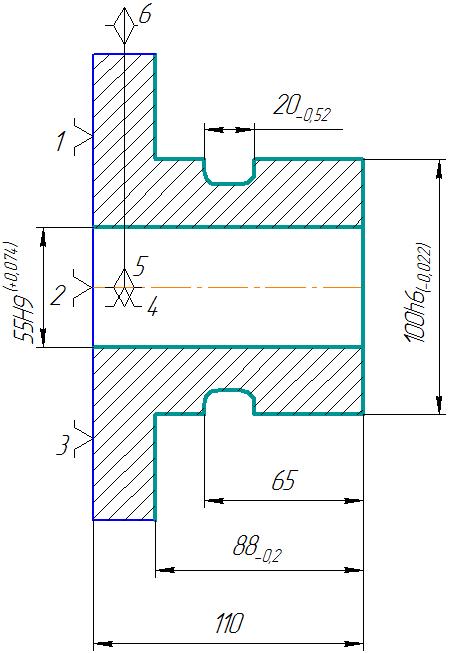 |
| Радиально-сверлильная Сверлить отверстие Æ18+0,43, выдерживая размеры Æ18+0,43, Ø140-1,0 и 22-0,52 мм. |  | |
| Вертикально-фрезерная Фрезеровать лыску, выдерживая размеры 95-0,87 мм. Сверлить отверстие Æ10+0,36 выдерживая размеры Æ10+0,36 и 12.5мм. | 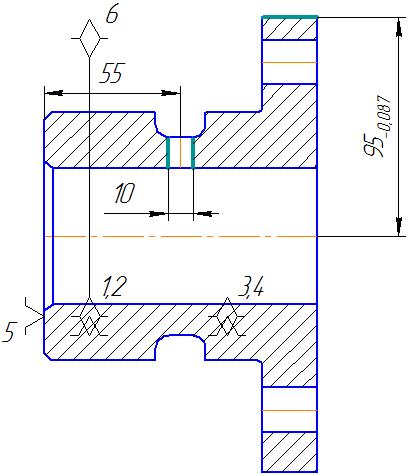 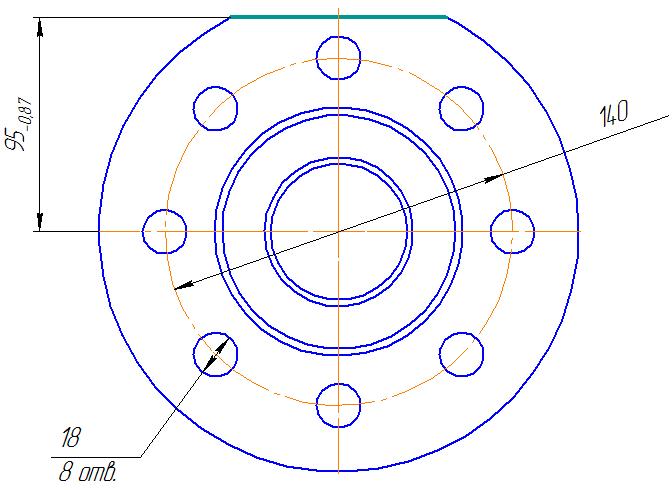 | |
Долбёжная Долбить шпоночный паз, выдерживая размеры 16D10  , 60+0,2 мм. , 60+0,2 мм. | 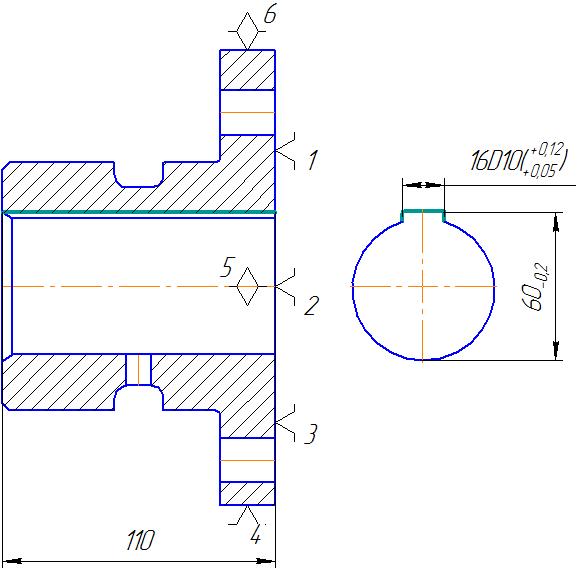 | |
| Контрольная ОТК Принять согласно размеров чертежа |
2.2.Эскиз детали и нормирование технологических операций.
Далее поводится нормирование технологических операций и полученные результаты сводятся в таблицу 7.
Таблица №7. Нормы времени на выполнение операций
| Наименование операции |  |  |  |  |  |  | ||
 |  |  | ||||||
| 010-015 Токарная с ЧПУ | 2.2 | 0.27 | 0.06 | 0.21 | 0.5 | 10.2 | ||
| Радиально-сверлильная | 0.1 | 0.24 | 0.01 | 0.12 | 7.4 |
| Вертикально-фрезерная | 0.6 | 0.10 | 0.05 | 0.22 | 8.45 | |||
| Долбёжная | 3.4 | 0.05 | 0.1 | 0.17 | 7.7 | 12.4 |
 = 2.2
= 2.2  =0.06
=0.06  =7
=7  =14
=14
 =0.1
=0.1  =0.01
=0.01  =6
=6  =5
=5
 =0.6
=0.6  =0.05
=0.05  =7
=7  =14
=14
 =3.4
=3.4  = 0.1
= 0.1  =7.7
=7.7  =20
=20
 = 0.27
= 0.27  =0.21
=0.21  =0.5
=0.5
 =0.24 =0.12
=0.24 =0.12  =1
=1
 =0.10 =0.22
=0.10 =0.22  =1
=1
 =0.05 =0.17
=0.05 =0.17  =1
=1
 =0.27+0.06+0.21=0.54
=0.27+0.06+0.21=0.54
 =0.24+0.01+0.12=0.37
=0.24+0.01+0.12=0.37
 =0.10+0.05+0.22=0.37
=0.10+0.05+0.22=0.37
 =0.05+0.1+0.17=0.32
=0.05+0.1+0.17=0.32
2.3. Определение тарифных ставок рабочих.
В расчетах принимаем средние часовые тарифные ставки рабочих ряда предприятий С–Петербурга на 01.01.2013года.
Данные представляются в табличной форме.
Таблица №7
| № | Вид работ | Профессия рабочего | Часовые тарифные ставки за 1 норма/час ЧТС (руб.) *) | ||||
| Разряды квалификационные | |||||||
| Токарная с ЧПУ | Оператор станков ЧПУ | 57,6 | 62,04 | 70,62 | 79,64 | 87,34 | |
| Радиально-сверлильная | Сверловщик | 57,6 | 62,04 | 70,62 | 79,64 | 87,34 | |
| Вертикально-фрезерная | Фрезеровщик | 57,6 | 62,04 | 70,62 | 79,64 | 87,34 | |
| Долбёжная | Станочник широкого профиля | 57,6 | 62,04 | 70,62 | 79,64 | 87,34 |
Рабочие тарифные ставки за 1 норма/час работы на 01.01.2013 год.
*) В данном примере часовые тарифные ставки (ЧТС) рабочих сформированы условно.
Далее проводится расчет сдельных расценок на выполнение отдельных операций.
2.4. Расчет сдельных расценок на выполнение отдельных операций:
Сдельную расценку рассчитываем по формуле:

СР - сдельная расценка
ЧТС - часовая тарифная ставка (руб)
t - норма времени на операцию (час)






2.5. Сводная таблица основной заработной платы рабочих
Таблица № 8
Основная заработная плата рабочих
| № | Наименование операций согласно технологического процесса | Профессия рабочего | Разряд работ | Норма времени на операцию t, час | Часовые тарифные ставки (ЧТС), руб. | Сдельные расценки (СР), руб. | |
| Токарная с ЧПУ | Оператор станков с ЧПУ | 2,2 | 79,64 | 175,2 | |||
| Радиально-сверлильная | Сверловщик | 0,1 | 70,62 | 7,06 | |||
| Вертикально-фрезерная | Фрезеровщик | 0.6 | 79.64 | 47,7 | |||
| Долбёжная | Станочник широкого профиля | 3,4 | 79,64 | 270,7 | |||
| Итого: | 500,66 руб. | ||||||

