 2015-01-13
2015-01-13 1302
1302В целях обеспечения прочности крайних участков режущей часки резца и получения полного по периметру заданного профиля обработанной детали ширина резца должна быть больше ширины детали.
При определении ширины резца для обработки деталей из штучных заготовок необходимо учитывать конструктивное оформление крайних участков режущей части, которое следует осуществлять в соответствии с нижеследующими соображениями.
1. При наличии крайних участков профиля детали, параллельных оси резца (рис.3.12, а, б, в, д, е) или при наличии вогнутых профилей изделия со стороны открытого торца заготовки резец по профилю должен перекрывать деталь на величину  , которая принимается в зависимости от ширины
, которая принимается в зависимости от ширины  детали(табл.3.1).
детали(табл.3.1).
2. При наличии крайних участков профиля резца с углом
 > 45º перекрытие выполняется по рис.3.12, б.
> 45º перекрытие выполняется по рис.3.12, б.
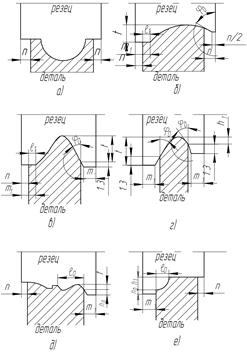 |
| Рис. 3.12. Оформление дополнительных кромок фасонных резцов при обработке деталей из штучных заготовок |
3. Крайние участки профиля резца с углом < 45º (рис.3.12, в, г), а также выступающие участки профиля резца (рис.3.12, б, в, г, д, е) должны иметь ширину не менее  (включая размер
(включая размер  изделия), которая принимается в зависимости от высоты профиля
изделия), которая принимается в зависимости от высоты профиля  (табл.3.1). При этом если высота выступа не ограничивается размерами высоты профиля изделия, выступ резца должен перекрывать профиль изделия по высоте 1…3 мм (рис.3.12, в, г).
(табл.3.1). При этом если высота выступа не ограничивается размерами высоты профиля изделия, выступ резца должен перекрывать профиль изделия по высоте 1…3 мм (рис.3.12, в, г).
4. У резцов для деталей с точными по ширине профиля размерами  (рис.3.12, д,е) делаются установочные выступы высотой
(рис.3.12, д,е) делаются установочные выступы высотой  в зависимости от ширины выступа (табл.3.1).
в зависимости от ширины выступа (табл.3.1).
В большинстве случаев фасонные резцы применяют при изготовлении деталей из прутка. В этом случае со стороны торца, которым резец располагается к патрону станка, делается дополнительная подрезка под углом j = 15º…20º (рис.3.13) для проточки канавки под последующую отрезку готовой детали от прутка. При этом ширина подрезки должна быть несколько больше или равна ширине режущей кромки отрезного резца (b = 4…5 мм), а ее высота меньше максимальной глубины профиля детали, т.е. t <  . Кроме того, необходимо учитывать перекрытие
. Кроме того, необходимо учитывать перекрытие  = 0,5…1,5мм.Со стороны открытого торца заготовки резец по профилю также должен перекрывать деталь на
= 0,5…1,5мм.Со стороны открытого торца заготовки резец по профилю также должен перекрывать деталь на  = 0,5…1,5 мм. Во избежание появления острых углов этот торец снабжают цилиндрическим пояском длиной а = 1…2 мм. На правом торце резца выполняют буртик шириной
= 0,5…1,5 мм. Во избежание появления острых углов этот торец снабжают цилиндрическим пояском длиной а = 1…2 мм. На правом торце резца выполняют буртик шириной  и диаметром
и диаметром  = (1,5…1,7)
= (1,5…1,7)  . Размеры и принимаются в зависимости от глубины профиля и диаметра оправки (рис.3.14 и табл.3.1). На торце буртика для передачи крутящего момента делают радиальные рифления.
. Размеры и принимаются в зависимости от глубины профиля и диаметра оправки (рис.3.14 и табл.3.1). На торце буртика для передачи крутящего момента делают радиальные рифления.
Таблица 3.1

