 2015-02-14
2015-02-14 870
870Обрезка тонколистового материала, кровельного железа и жести при горячей и холодной прокатке осуществляется на ножницах весьма разнообразных типов.
По назначению различают ножницы: для вырезки швов в полосах, сваренных перед травлением из нескольких бунтов; для периодической резки тонких листов; для непрерывной резки тонких листов; автоматические для обрезки пакетов; для обрезки и загибки кровельного железа (дублеры) и, наконец, комбинированные (правка, промасливание и резка осуществляются в одном агрегате).
а) Ножницы для вырезки швов сварки (фиг. 614) применяются в установках непрерывной травки полосы при холодной прокатке тонких листов и жести.
По конструкции они напоминают обычные эксцентриковые ножницы прессового типа с нижним резом, стой лишь разницей, что подача
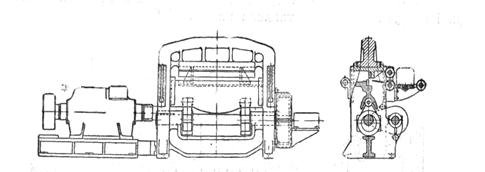
Фиг. 614. Ножницы для вырезки после травления швов полосы сваренных бунтов
полосы производится подающими роликами, сочетание работы которых с ножницами осуществляется механической или электрической связью.
Ножницы состоят из стальной рамы, режущего механизма, у которого верхний нож расположен со стороны подачи полосы, нижний (подвижной) — с противоположной, редуктора и подающих роликов.
Приводятся ножницы от мотора в 50 л. с. через шестеренную и кривошипные передачи.
б) Периодическая обрезка тонких листов и кровельного железа осуществляется на двух параллельных (двойных) ножницах (фиг. 615),
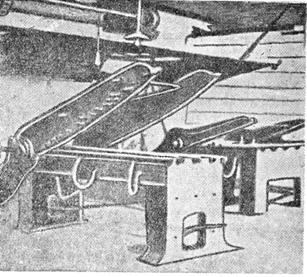
Фиг. 615. Параллельные ножницы для обрезки тонких листов и кровельного железа
устанавливаемых рядом. Одни из них обрезают продольные кромки листов, вторые — поперечные. Благодаря наличию двух ножей каждые из этих ножниц одновременно обрезают лист с двух сторон. Указанные ножницы относятся к устаревшим по конструкции и являются
малопроизводительными.
в) Непрерывная обрезка тонких листов осуществляется на режущих установках, состоящих из ножниц дискового типа, гильотинного типа или из тех и других.
Р е ж у щ а я у с т а н о в к а, с о с т о я щ а я и з д в у х д и с к о в ы х н о ж н и ц, расположенных взаимно перпендикулярно, что дает возможность одновременно резать боковые кромки, а также передний и задний концы листа, представлена на фиг. 616.
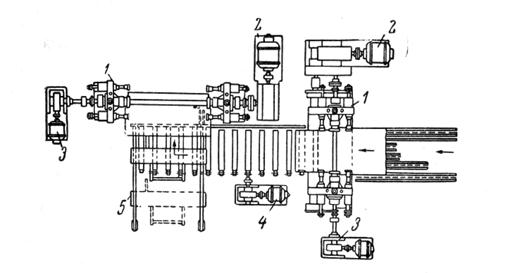
Фиг. 616. Установка дисковых ножниц для непрерывной обрезки тонких листов
Как те, так и другие дисковые ножницы / приводятся в движение от моторов 2; моторы 3 служат для перемещения станин, несущих пары дисков, расположенные с противоположных сторон от главных приводов ножниц; мотор 4 служит для вращения роликов рольганга; тележка 5 предназначена для подачи листов ко вторым ножницам.
После обрезки на первых дисковых ножницах боковых кромок листов или пакетов, последние по рольгангу поступают ко вторым дисковым ножницам, причем к последним они подаются посредством тележки 5, передвигающейся по направляющим.
Преимуществом данной установки (фиг. 616) по сравнению с описанной ранее (фиг. 615) является ее высокая производительность, особенно при резке пакетами.
В случае прокатки узких полос на обоих дисковых ножницах можно установить промежуточные пары дисков для пропуска полосы.
Иногда в подобных установках рядом с ножницами устанавливают также правильные ролики, что способствует отделению друг от друга листов (при резке пакетами) и снижает расходы на последующую их раздирку.
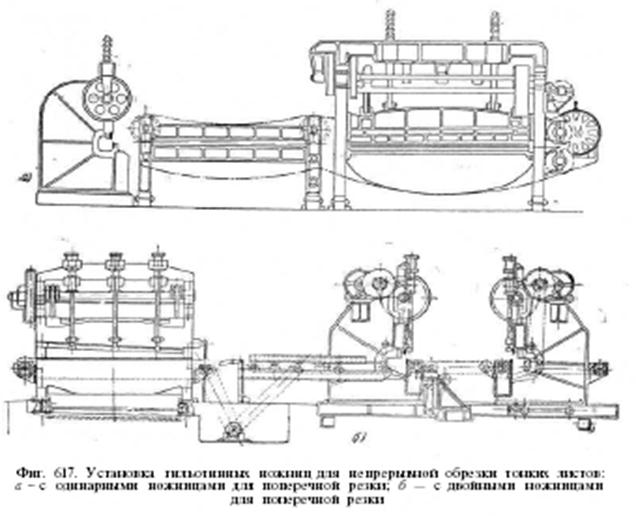
Р е ж у щ а я у с т а н о в к а, с о с т о я щ а я из т р е х гильотинных ножниц (фиг. 617, а и б), впервые была применена в США.
На первой из них (фиг. 617, а) двое гильотинных ножниц производят продольную обрезку кромок, третьи (одинарные) служат для поперечной обрезки.
В более современных установках подобного типа вместо одинарных (фиг. 617, а) устанавливаются сдвоенные гильотинные ножницы (фиг. 617, б), производящие одновременную обрезку переднего и заднего концов листа. Подача полосы между ножницами осуществляется транспортерами.
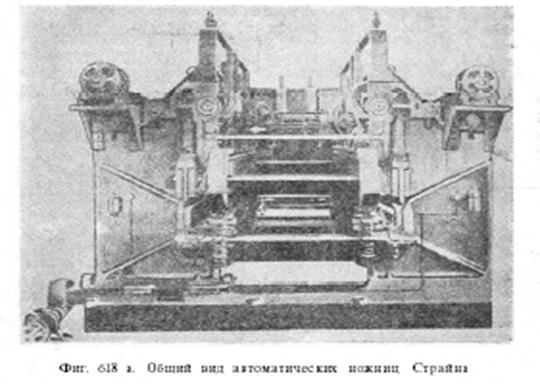
г) Автоматические ножницы системы Страйна (фиг. 618 а и 618 б) применяются для непрерывной резки тонких листов («Запорожсталь») шириной до 1800 мм, длиной до 3500 мм, толщиной до 9 мм (пачкой) и представляют собой новый, более совершенный тип режущей установки, в которой как основные операции (резка продольных и боковых кромок), так и вспомогательные (передвижение листов) осуществляются автоматически.
Общий вид передней стороны ножниц системы Страйна представлен на фиг. 618 а, вид ножниц сверху, сбоку и спереди—на фиг. 618 б.
Обрезка продольных кромок листов осуществляется сдвоенными ножницами, помещенными с левой стороны и приводимыми в движение от моторов /—/; поперечная порезка осуществляется также сдвоенными ножницами, расположенными справа, причем движение ножам передается от моторов 2—2. Мотор 3 первых ножниц и мотор 4 вторых служат для перемещения одной из сторон ножниц при настройке последних на определенные длины и ширины при порезке листов.
Привод 5 служит для вращения транспортеров, передающих полосу в первые ножницы, производящие порезку продольных кромок листа, и для вращения роликов 6, передающих полосу от первых (слева) ко вторым ножницам (справа). Две пары роликов 7 служат для выдачи листов; эти ролики приводятся в движение через -редуктор 8 от одного из моторов 2, расположенного на чертеже справа. Моторы 1 —/ и 2—2, служащие для привода ножниц, имеют каждый мощность 15 л. с., число оборотов в минуту 860; моторы 3 и 4, служащие для сдвижения
станин обоих ножниц, имеют каждый мощность 10 л. с., с числом оборотов в минуту 860.
д) Обрезка кровельного железа и жести при одновременном гнутье осуществляется дублерами. Горячекатаные листы кровельного железаи жести сгибаются на дублерах вдвое, а затем уже обрезаются короткие их концы.
Из большого количества применяемых типов дублеров основными из них можно считать обыкновенные и автоматические дублеры.
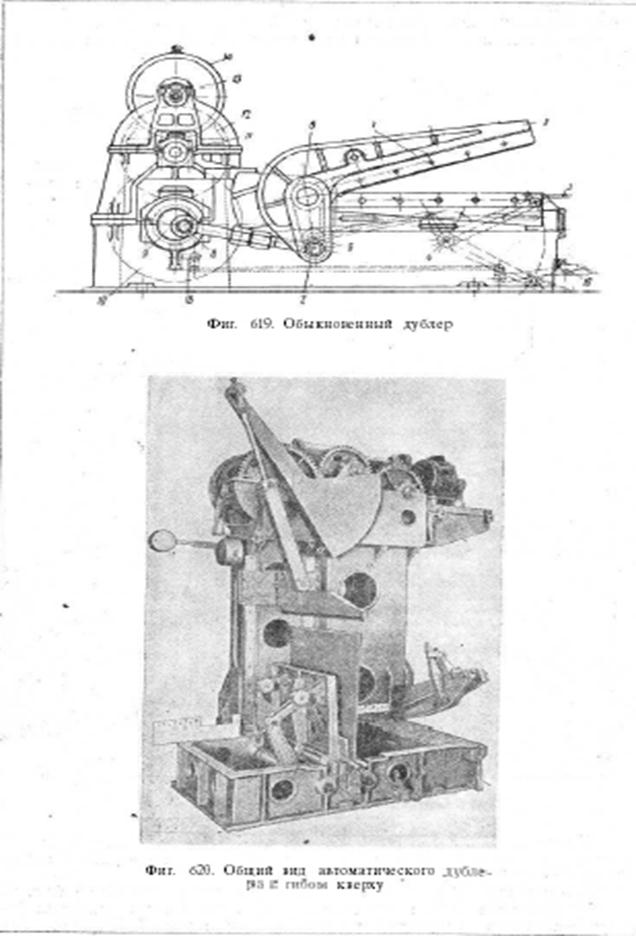
О б ы к н о в е н н ы е д у б л е р ы (фиг. 619) состоят из плиты /, вокруг которой производится загибка листов, и режущего механизма 2, производящего обрезку коротких концов.
Включая педаль 3, производят поворачивание рычажной системы вокруг неподвижного шарнира 4, благодаря чему подвижной шарнир 5 отводит в сторону рычаг, связанный с плитой, поворачивающейся вокруг оси 6. На этой же оси б свободно сидит нож 5, который благодаря рычагу 7 и тяге, связанной с эксцентриком 8, сидящей на валу 9, поворачивается через шестерни 10, 11, 12 и 13 от мотора 14. Включение дублера на порез осуществляется посредством ножной педали 16.
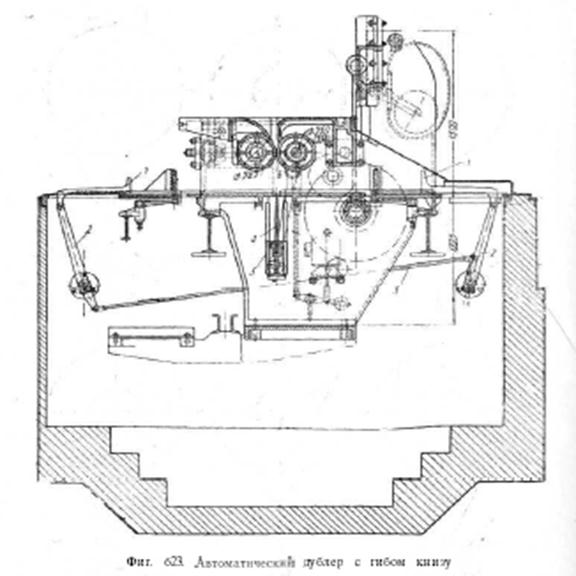
А в т о м а т и ч е с к и е д у б л е р ы в свою очередь имеют очень много типов, отличаясь между собой, главным образом, по способу загибки листов вверх (фиг. 620—622) и вниз (фиг. 623 и 624).
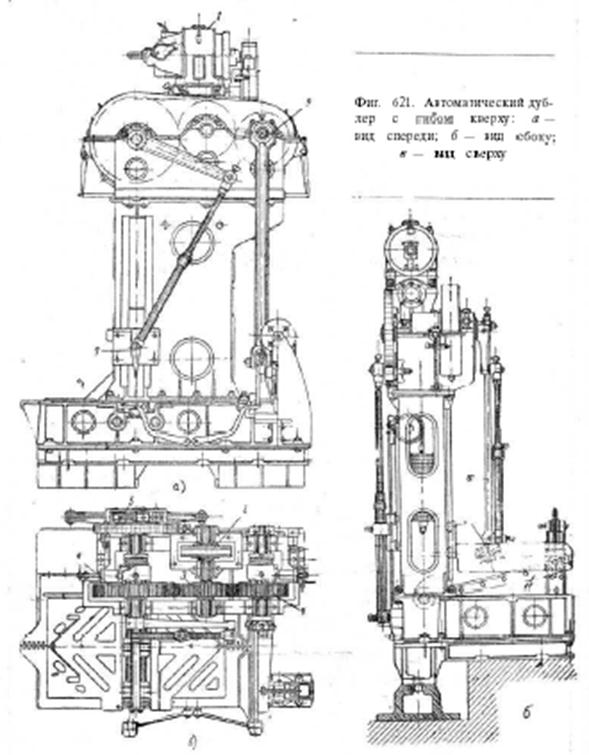
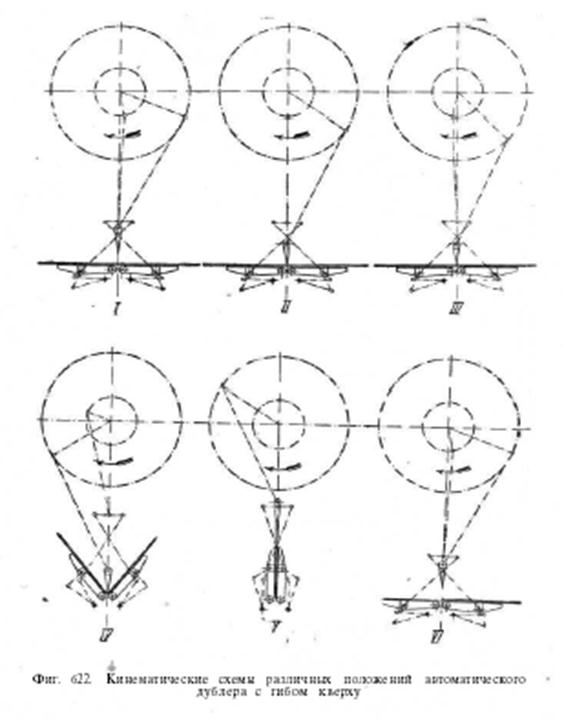
На фиг. 620 представлен общий вид автоматического дублера с согнутой полосой, на фиг. 621, а, б, в -устройство этого дублёра, а на фиг. 622 — кинематические схемы различных положений механизма, производящего гиб листов.
Механизм загибки листов и режущий механизм от мотора / приводятся в движение через червячную передачу 2 и шестерню 5.
От шестерни 3 через шестерню 4 и сидящую на общем с ней валу шестерню 5 движение, с одной стороны, передается подъемному механизму 7, с другой, — упору б, противодействующему перемещению листа при сгибании.
Движение режущему механизму И передается от шестерни 3 через шестерню 8, эксцентрик 9 и тягу 10. При действии левой педали лист сгибается, при действии правой— обрезается.
Кинематические схемы (фиг. 622), изображающие различные положения механизма загибки, дополняют представление о работе автоматического дублера с загибкой кверху.
Автоматический дублер с загибкой книзу представлен на фиг. 623.
Направление листа осуществляется подвижными упорами /—/,. перемещаемыми посредством рычагов 2 — 2 и тяги 3. Перегиб листа
осуществляется штырем 4, подымающимся вверх по направляющим 5. Лист изогнутой частью захватывается роликами 6, протягивающими его вверх.
По выходе листа из роликов, последний укладывается на рабочий стол с таким расчетом, чтобы его кромки, подлежащие обрезке, находились со стороны ножниц.
Подача листа к ножам осуществляется поворотным толкателем.
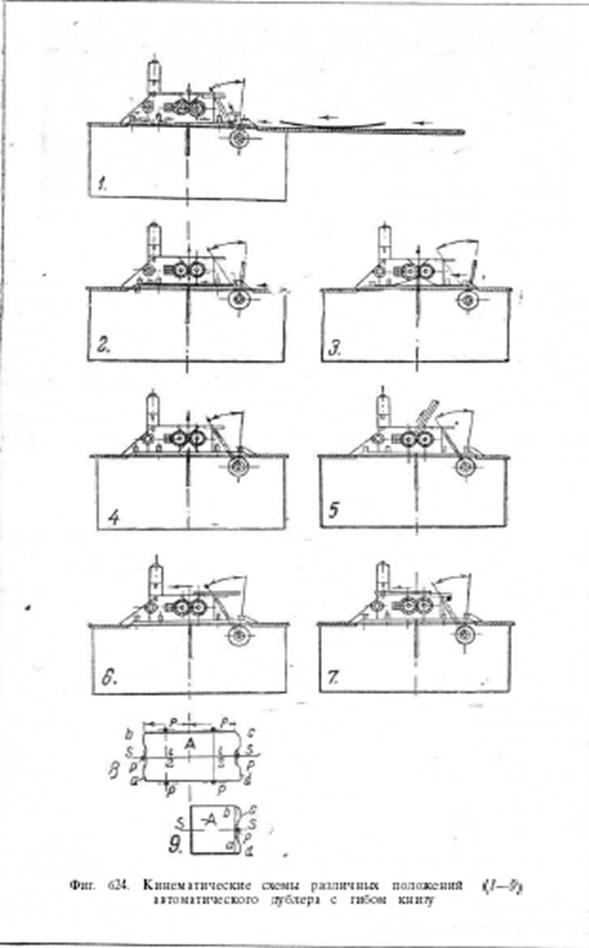
Кинематические схемы различных положений работы дублера по гибу книзу и обрезке листа показаны на фиг. 624.
е) Комбинированные ножницы (фиг. 625) представляют собой агрегат, предназначенный для размотки, правки и резки полос, прокатываемых в бунтах на станах холодной прокатки.
По сравнению с описанными выше комбинированные ножницы являются наиболее совершенными и наиболее производительными. Применяются последние, главным образом, на непрерывных станах холодной прокатки типа «Тандем».
Будучи предназначенными для разматывания, правки и резки полосы, комбинированные ножницы состоят из разматывающего устройства, правильной машины и режущего механизма. Иногда в подобного типа ножницах устанавливается также промасливающее устройство и рядом пайлер для укладки листов.
На комбинированных ножницах осуществляется порезка полос толщиной до 6 мм шириной до 2000 мм на листы различных длин.
ПИЛЫ
В том случае, когда прокатываемый материал имеет не прямоугольное, а фасонное или круглое сечение во избежание смятия профиля при резке, вместо ножниц применяются пилы.
На пилах осуществляется порезка балок различных сечений, рельсов, круглых профилей, труб и т. д.

На пилах производится резка горячекатаного и холоднокатаного материала, причем в первом случае применяются пилы, имеющие диски с зубцами, а во втором — сплошные диски.
Более распространенными являются пилы первого типа, тогда как второго (со сплошными дисками) применяются весьма редко, вследствие их неэкономичности. Для того, чтобы разрезать материал на пиле, имеющей сплошной диск, необходимо трением диска пилы довести разрезаемый материал до температуры плавления.
Указанное обстоятельство и послужило основной причиной к тому, что пилы подобного типа при резке холодного материала вытесняются, ножницами.








