 2015-02-14
2015-02-14 574
574На основании экспериментальных исследований Люега, Фролова и Голубева можно проанализировать теоретические работы Финка, Кармана, Зибеля и других об удельном давлении металла на валки и точке приложения их равнодействующей.
Несмотря на ссылки самого Люега и ряда авторов на работы Кармана и Зибеля, следует признать, что характер кривых Кармана и Зибеля не отражает действительного распределения давлений, так как не учитывает уширения и ряда других факторов, имеющих место при прокатке. Пиковые точки кривых Кармана и Зибеля приближаются: первая к пиковым участкам кривых Люега, вторая к пиковым участкам кривых Фролова-Голубева (фиг. 67, в), хотя общий их характер совершенно иной (максимальные давления представлены резко выраженными пиками, вместо плавных кривых).
Исходя из общего принципа построения пространственных диаграмм Люега, распределение удельных давлений в зеве валков по Кодрону и Блассу (асимметричное) является явно ошибочным, хотя точка приложения равнодействующей для предельных, диаметрально противоположных случаев (см. ниже) иногда может совпадать с данными диаграмм Люега. В этом отношении наибольшего внимания заслуживают выводы Финка. У него диаграммы давлений по дуге захвата симметричны по отношению к равнодействующей, точка приложения которой в основном отвечает экспериментальным выводам Люега и Фролова-Голубева по горячей прокатке полос, хотя величина удельных давлений в различных точках принята одинаковой, что противоречит данным опытных исследований, высших неравномерность распределения элементарных давлений не только по длине, но и по ширине полосы.
Итак, удельные давления распределяются в зеве валков неравномерно, но симметрично по длине и ширине полосы, о чем наглядное продление дают опытные пространственные диаграммы Люега (фиг. 66, г).
В соответствии с опытными работами Люега сделаны экспериментально-теоретические выводы Вейса в области холодной прокатки латуни. Подтверждая характер распределения удельных давлений, аналогичный данному Люегом, Вейс, кроме того, нашел аналитико-графическую зависимость удельных давлений от различных факторов (природное сопротивление, трение, обжатие, диаметр валков и для полос тоньше 2,5 мм, главным образом их толщина).
Вследствие большой сложности способа определения действительных удельных давлений, не получившего еще ясного аналитического выражения, судить об этих давлениях можно только по характеру кривых Люега, Фролова-Голубева, Вейса, Сведе-Швец и Королева, а для подсчетов можно пользоваться средними удельными давлениями, аналогично полученным Финком (равномерное распределение удельных давлений по дуге захвата). Однако точку приложения равнодействующей следует брать в зависимости от влияния тех или иных факторов (см. ниже).
По Финку равнодействующая проходит под углом  , что соответствует случаю горячей прокатки при средних относительных обжатиях (14—17%), в зависимости от толщины полосы (см. фиг. 67, г).
, что соответствует случаю горячей прокатки при средних относительных обжатиях (14—17%), в зависимости от толщины полосы (см. фиг. 67, г).
Исходя из данных Люега и Фролова-Голубева, практически для горячей прокатки примем (табл. 11)  = 0,4
= 0,4  0,7 а, для холодной прокатки по Люегу и Вейсу (табл. 12)
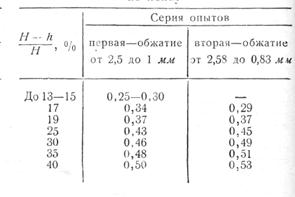
0,7 а, для холодной прокатки по Люегу и Вейсу (табл. 12)  = 0,3—0,5
= 0,3—0,5  ( — длина проекции дуги захвата соответствует углу
( — длина проекции дуги захвата соответствует углу  , так как соответствует ).
, так как соответствует ).
Сравнивая табл. 11 и 12, можно аналогично кривым Фролова-Голубева (фиг.67, г) построить график (фиг. 73) зависимости  по табл. 12.
по табл. 12.
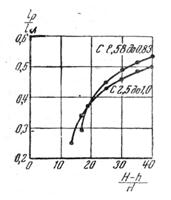
Фиг. 73. Зависимость коэффициента от  толщины полосы
толщины полосы
По фиг. 73 видно, что и для холодной прокатки перемещение точки приложения равнодействующей имеет диапазон, близкий к таковому для горячей прокатки, но значительно смещенный в сторону выхода металла из валков.
С учетом дополнительных факторов, влияющих на удельное давление металла на валки (см. ниже), можно вполне ограничиться этими данными для практического использования при расчетах.
Итак, для практических целей, исходя из рассмотренного выше, можно считать, что для различных случаев прокатки угол изменяется в пределах от  до
до  .
.
При холодной прокатке, когда имеют место незначительные обжатия и малые толщины полос (меньше 2,5 мм):

При горячей прокатке и средних обжатиях (14— 17%), а также при холодной прокатке и максимальных обжатиях:

При горячей прокатке, когда имеют место максимальные обжатия и высокие температуры:

Примерное распределение удельных давлений по дуге захвата представлено на фиг. 74, а, а по ширине полосы (по длине бочки валков) — фиг. 74, б.
При бесслитковой прокатке по Сведе-Швец и Королеву в условиях проведенного опыта точка приложения равнодействующей соответствует положению низших пределов холодной прокатки: = 0,35 а.
Последнее объясняется наличием реборд, в которых, благодаря поперечному обжатию возникают большие сопротивления трению, интенсивным охлаждением валков, значительным температурным перепадом прокатываемой полосы (около 350°) и рядом других факторов, еще в достаточной степени не изученных, ввиду весьма ограниченных условий проведенного эксперимента.
Таблица 11
Зависимость коэффициента  от обжатия и толщины полосы
от обжатия и толщины полосы
при  =1000° по Фролову-Голубеву
=1000° по Фролову-Голубеву
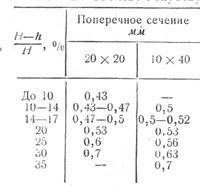
Таблица 12
Зависимость коэффициента от обжатия и толщины полосы
при холодной прокатке по Вейсу
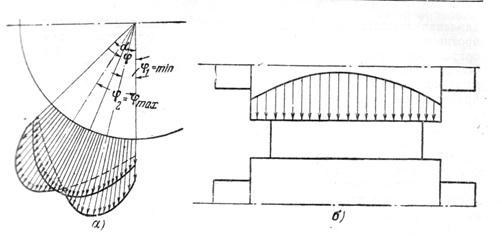
Фиг. 74. Распределение удельных давлений: а — по дуге захвата; б — по ширине полосы (длине бочки валков) по Губкину
Можно не сомневаться в том, что с устранением сопротивлений в ребордах точка приложения равнодействующей значительно переместится в сторону, противоположную направлению движения полосы, приближаясь к условиям горячей прокатки при средних обжатиях и холодной прокатки при максимальных обжатиях (т. е. будет стремиться к 0,4 0,5 ). При этом значительно уменьшится также суммарное давление, на величину которого не в малой степени оказывали влияние поперечные обжатия.
Одним из наиболее важных факторов, могущих оказать влияние на положение содействующей, при бесслитковой прокатке следует считать толщину прокатываемой полосы, но последнее, к сожалению, не учитывалось в данном опыте.








