 2015-02-14
2015-02-14 596
596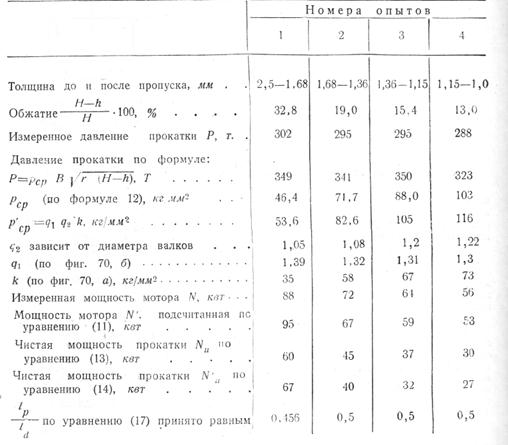
Итак, судя по характеру кривой, распределению удельных давлений по дуге захвата при бесслитковой прокатке и приведенным выше подсчетам, авторы пришли к следующему выводу:
1. При обжатии 65—70% и коэффициенте вытяжки, доходящем до  =3, при бесслитковой прокатке, что значительно выше применяемого в обычной прокатке, имеют место большие суммарные и удельные давления.
=3, при бесслитковой прокатке, что значительно выше применяемого в обычной прокатке, имеют место большие суммарные и удельные давления.
2. Кривая удельных давлений в отличие от кривых Люега имеет более плавный характер от начала деформации к критическому сечению.
3. Критическое сечение более смещено к выходу полосы из валков, чем в обычной прокатке, и отношение угла, соответствующего точке приложения равнодействующей к углу захвата,  =0,35.
=0,35.
4. Зона деформации металла в данном случае занимает около 1/4  1/5 высоты, воронки жидкого металла в валках.
1/5 высоты, воронки жидкого металла в валках.
Наличие больших суммарных и удельных давлений, а также положение точки приложения равнодействующей, тяготеющей больше не к горячей, а к холодной прокатке, можно объяснить наличием реборд в валке, вызывающих поперечную деформацию, высокое трение в ребордах, а также интенсивным возрастанием удельного давления в зависимости от активного охлаждения валков, больших обжатий и значительного уменьшения температуры.
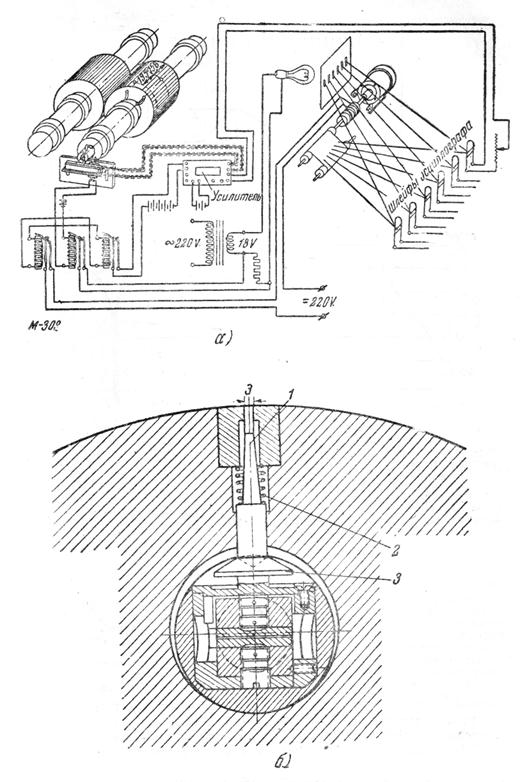
Фиг. 72. Распределение удельных давлений на валках стана бесслитковой прокатки по Сведе-Швец и Королеву: а — измерительная установка; б - установка месдозы
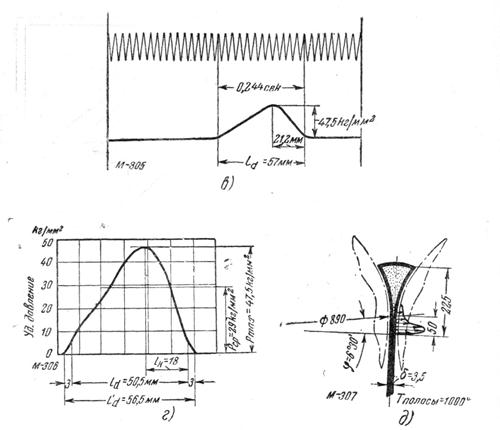
Фиг. 72. Распределение удельных давлений на валках стана бесслитковой прокатки по Сведе-Швец и Королеву: в — показания осциллографа; г — осциллограмма для мягкой стали М20; д — действительная кривая удельных давлений








