 2015-02-18
2015-02-18 1356
1356В зависимости от длины различают швы: короткие (250…300 мм) – сварка ведется напроход (рис.10, а); средние (350…1000 мм) – сварка ведется от середины к краям (рис.10, б); длинные (более 1000 мм) – сварка обратно-ступенчатым способом (рис.10, в). В зависимости от размеров сечения швы выполняют однопроходными, или однослойными (рис.11, а); многослойными (рис.11, б); многопроходными (рис.11, в). Однопроходная сварка производительна и экономична, но металл шва недостаточно пластичен вследствие увеличения зоны перегрева. В случае многослойной сварки каждый нижележащий валик проходит термообработку при наложении следующего шва, что позволяет получать измельченную структуру металла шва и соответственно повышенные механические свойства шва и сварочного соединения.
Рис. 10. Выполнение шва в зависимости от его длины: а) короткий; б) средний; в) длинный.
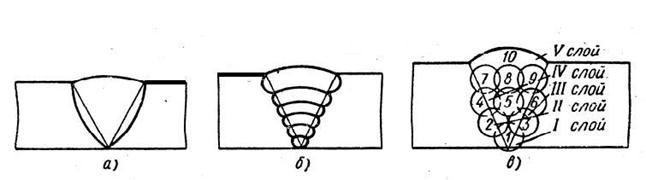
Рис.11 Схема сварного шва: а) однослойный; б) многослойный; в) многопроходный.
Расположение слоев при многослойной сварке бывает трех видов: последовательное наложение каждого слоя по всей длине шва (рис.11, а), наложение «каскадным» способом (рис.11, б) и наложение способом «горки» (рис.11, в). Оба последних способа применяют при сварке металла значительной толщины (свыше 20…25 мм).
При выполнении многослойных швов особое внимание следует уделять качественному выполнению первого слоя в корне шва. Провар корня шва определяет прочность всего многослойного шва.








