 2015-03-22
2015-03-22 2229
2229ККНС как и КК Шухарта по существу является реализацией последовательной выборочной процедуры. Но если в рассмотренных выше картах Шухарта на них наносятся точки, соответствующие отдельным наблюдениям, то точки, наносимые на ККНС, дают информацию о наблюдениях от первого до текущего. В ККНС рассматриваемая точка равняется значению текущего наблюдения плюс значение некоторой статистики, вычисленной по предшествующим выборкам.
В отличие от карт Шухарта контролируемый параметр yi является суммой всех предыдущих наблюдений, а контрольные границы у, являясь линейной функцией каждого наблюдения, меняются соответственно с каждым вновь полученным наблюдением.
Как и КК Шухарта ККНС делятся на два типа:
1. ККНС, предназначенные для контроля непрерывных случайных величин. К ним относятся ККНС для среднего значения, ККНС выборочных размахов, ККНС выборочных дисперсий.
2. ККНС, предназначенные для контроля номинальных (категориальных ) случайных величин. К ним относятся ККНС доли дефектных изделий, ККНС числа дефектных изделий, основанная на распределении Пуассона.
Подробные характеристики указанных здесь ККНС можно найти в специальной литературе [ ].
Часто встаёт вопрос: какую КК следует предпочесть в каждом конкретном случае. Чтобы правильно ответить на этот вопрос, следует знать, чего же хочет инженер и какие изменения контролируемого параметра он хочет зафиксировать? Что наиболее важно: упростить вычисления или обеспечить высокую эффективность контроля, Считается, что ККНС более чувствительны к скачкообразным изменениям параметров, чем карты Шухарта. Для более детального представления о том, какая КК может обеспечить наиболее высокую эффективность контроля, статистики дают таблица сравнительной эффективности 8.4. Здесь 1 означает наибольшую эффективность, а 3 - наименьшую.
Таблица 8.4. Относительная эффективность различных контрольных карт
| Причина изменения | Карты Шухарта | ККНС | ||
 - карта - карта | R- карта | s-карта | ||
| Отклонение с пересечением (грубое) | - | |||
| Сдвиг среднего | ||||
| Сдвиг дисперсии | - | - | - | |
| Медленная флуктуация (тренд) | - | - | ||
| Быстрая флуктуация (колебания) | - | - |
8.5.4 Пример создания контрольной  карты Шухарта в рамках программы MS Excel
карты Шухарта в рамках программы MS Excel
Для статистического контроля процесса металлообработки использовался предварительно разработанныйшаблон КК типа . На представленной КК (рис. 8.17) временной ряд результатов контроля характеристики качества (например, размера детали) располагается в предназначенном для этого столбце AD таблицы. Формирующая таблицу выборок функция СМЕЩ отбирает в заданном порядке значения контролируемой величины, формируя таблицу из 25 «механических» выборок объёмом по 5 значений в каждой, взятых равномерно от начала до конца анализируемого временного ряда.
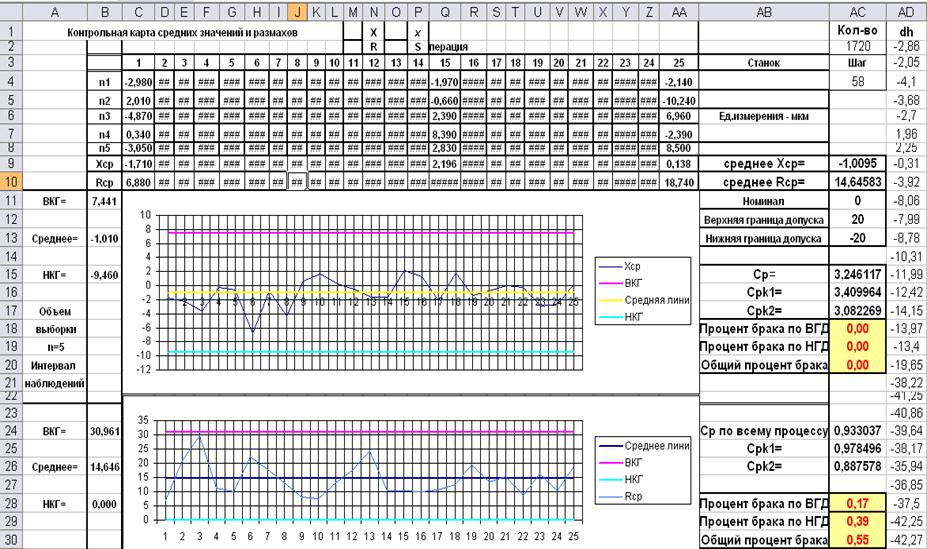
Рис. 8.17 Контрольная  карта временного ряда размера детали (dh), представленного в столбце AD
карта временного ряда размера детали (dh), представленного в столбце AD
При формировании выборок определяется длина ряда (количество измерений) каждой партии (ячейка АС2), а также исключаются начало и конец ряда (периоды настройки и возможного нарушения процесса, связанного, например, с катастрофическим износом инструмента). По формуле ОКРУГЛВНИЗ (($AC$2-2*130)/25;0) рассчитывается "шаг" между выборками (ячейка АС4), который в качестве аргумента входит в функцию СМЕЩ.
Одновременно автоматически рассчитываются:
- для каждой выборки среднее значение (XСР, функция СРЗНАЧ, ячейки C9-AA9), размах (RСР, функция МАКС(Xi)-МИН(Xi) ячейки C10-AA10);
- "генеральные" средние XСР, RСР, рассчитываемые как средние от средних (ячейки АC9-AС10);
- стандартное отклонение средних (функция СТАНДОТКЛОН, ячейка АC14), которое на КК невидимо, но используется в дальнейших расчётах;
- процент брака, рассчитанный исходя из таблицы выборок по нижней границе допуска (НГД), верхней границе допуска (ВГД) (функции, соответственно, НОРМРАСП(AC13;AC9;AC14;1)*100 и (1-НОРМРАСП (AC12;AC9; AC14;1))*100), общий (суммарный) процент брака по результатам контроля выборок (ячейки АC18-AС20) и, аналогично, по НГД, ВГД, общий (суммарный) по всему процессу (ячейки АC28-AС30);
– контрольные границы (КГ) верхние (ВКГ, UCL) и нижние (НКГ, LCL), определяемые по специальным коэффициентам относительно соответствующих средних значений (см. § 8.5.4). Расстояние между КГ для среднего меньше технического поля допуска: ВГД (ячейка АC12) - НГД (ячейка АC13); для среднего: ВКГ = AC9 + 0,577*AC10 (ячейка В11), НКГ = AC9 - 0,577*AC10 (ячейка В15), для размахов: ВКГ = 2,114*AC10 (ячейка В24), НКГ = 0 (ячейка В28). По полученным ВКГ, НКГ и центральной (средней) линии автоматически строятся КК;
- индексвоспроизводимости (СР) [ ], представляющий собой отношение поля допуска к 6-кратному стандартному отклонению, определяется по результатам контроля выборок (функция (AC12-AC13)/(6*AC14), ячейка АC15) и по всему процессу ((функция AC12-AC13)/(6*СТАНД ОТКЛОН(AD2: AD3381)) ячейка АC24); рекомендуют - СР ³ 1,33;
- верхний индекс работоспособности (настройки)[ ] по результатам контроля выборок (CPK1) CPU = (ТВ - X)/3s (функция (AC12-AC9)/(3*AC14), ячейка АC16) и для всего рулона - ячейка АC25. (В отчие от [ ] индекс CPK здесь рассчитывается отдельно для верхней (CPK1) и для нижней (CPK2) границы поля допуска);
- нижний индекс работоспособности (настройки)по результатам контроля выборок (CPK2) CPL = (X - ТН)/3s (функция (AC9-C13)/(3*AC14), ячейка АC17); и для всего рулона - ячейка АC26. (Два последних показателя настройки относительно верхней (ТВ) и нижней (ТН) границы поля допуска здесь заменяют обычно принятый в литературе [1, 3] индекснастройкиCPK, выражающий отклонение центра рассеяния относительно центра поля допуска).
Аналогичным образом могут быть построены шаблоны КК любых других типов, см. § 8.5.1.

