 2015-03-27
2015-03-27 9256
9256Эти посадки применяют для неподвижных, как правило, неразборных сопряжений, чаще всего без специальных крепежных средств. Неподвижность одной детали сопряжения относительно другой обеспечивается за счет сил трения и упругих и пластических напряжений, возникающих вследствие деформации контактирующих поверхностей при сборке (запрессовке) деталей. Специальные крепежные средства лишь тогда, когда для обеспечения неподвижности деталей недостаточно натяга ли когда большой натяг недопустим из-за низкой прочности деталей или из-за слишком большой деформируемости деталей.
Для посадок с гарантированным натягом не применяют размеры отверстий грубее 8-го квалитета, размеры валов грубее 7-го квалитета.
Посадку с натягом, как правило, не центрируют.
Эти посадки очень чувствительны к условиям сборки. При одном и том же натяге, но при разных способах и режимах сборки получаются сопряжения с разной прочностью (при прочих равных условиях).
По качеству сопряжений способы сборки можно расположить в следующей последовательности (от лучшего к худшему):
- сборка с глубоким охлаждением вала до температуры -79…196оС (способ наиболее дорогой, применяют для деталей небольших габаритов особо ответственных изделий);
- сборка с небольшим нагревом отверстия в безокислительной среде (для деталей небольших габаритов);
- сборка путем холодной запрессовки вала в отверстие с дополнительным наложением вибраций (для деталей средних размеров);
- сборка путем холодной запрессовки вала в отверстие без наложения вибраций (чаще для деталей малых и средних размеров; неровности шероховатости поверхностей частично срезаются, ослабляя сопряжение);
- сборка с нагревом отверстия до +400оС в окисляющей среде (на воздухе; для деталей средних и больших габаритов; окалина резко снижает прочность сопряжений).
Даже при одном и том же способе сборки, но при разных условиях, получаются разные по прочности сопряжения. Например, при холодной запрессовке вала прочность сопряжения зависит от скорости запрессовки, от применяемой смазки, от наличия у детали заходных фасок.
Перед массовым применением эти посадки рекомендуется проверять экспериментально в условиях будущего производства и в худших условиях будущей эксплуатации. Для особо ответственных сопряжений конструктор в чертеже должен указать способ и режимы сборки (это одно из исключений, когда в чертеже даются технологические указания).
Посадки с большими натягами применяют для достаточно толстостенных, жестких и прочных деталей, когда невозможно или нецелесообразно применение специальных крепежных средств.
Большими натягами увлекаться не следует, так как они вызывают большие внутренние напряжения, которые при эксплуатации могут привести к разрушению деталей.
На рис. 24 показаны схемы расположения полей допусков размеров отверстий и валов в сопряжениях с гарантированным натягом в системах отверстия и вала.
Посадки H/p и P/h – легкопрессовые, имеют минимальный гарантированный натяг, установлены в наиболее точных квалитетах с 4-го по 7-й, обладают высокой степенью центрирования. Применяются для центрирования тяжело нагруженных крупногабаритных деталей, как правило, с дополнительным креплением, когда крутящие моменты или осевые силы малы.
Посадка H7/p6 применяется для сопряжения тяжело нагруженных зубчатых колес, втулок, установочных колец с валами, для установки клапанных седел в гнезда при работе в условиях вибрации тонкостенных втулок и колец в корпуса.
Посадки H/r, H/s, H/t, R/h, S/h,T/h – прессовые средние, имеют умеренный гарантированный натяг в пределах N=(0,0002…0,0006)D. Применяются как с дополнительным креплением, так и без него, установлены для деталей относительно высокой точности 5-7-го квалитетов. При сопряжении возникают, как правило, упругие деформации.
Посадки H7/r6 и H7/s6 применяются для сопряжения постоянных кондукторных втулок с кондукторными плитами, зубчатых и червячных колес с валами в условиях тяжелых ударных нагрузок с дополнительным креплением, бронзовых зубчатых венцов червячных колес на чугунных ступицах с дополнительным креплением винтами.
Посадки H/u, H/x, H/z, U/h – прессовые тяжелые, имеют большой гарантированный натяг в пределах N=(0,001…0,002)D. Предназначены для соединений, на которые действуют повышенные, в том числе и динамические нагрузки. Применяются, как правило, без дополнительного крепления соединительных деталей. В сопряжении возникают упруго – пластические и пластические деформации. Детали должны быть проверены на прочность. Сборка осуществляется как методами термических деформаций, так и продольной запрессовки.
Посадки H7/u7, H8/u8 имеют наибольшее распространение из числа тяжелых посадок.
Примеры применения: бурты на валах, вагонные колеса на осях, бронзовые венцы червячных колес на стальных ступицах.
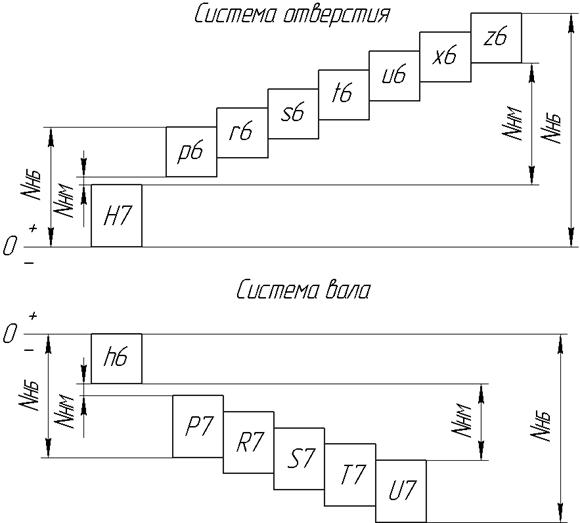
Рис.24

