 2015-03-27
2015-03-27 3177
3177При проведении контроля деталей необходимо установить порог чувствительности дефектоскопа с помощью СОП и сканировать зоны контроля детали по заданным траекториям.
Контроль деталей в динамическом режиме проводить в следующей последовательности:
· установить тумблер РУЧН/АВТ в положение РУЧН; тумблер СТАТ/ДИН в положение ДИН; тумблер 3/0,5 в положение, соответствующее шероховатости контролируемой поверхности;
· установить ВП на поверхность детали в зоне контроля;
· вращением ручки УСТ.О установить стрелку индикатора посередине шкалы вблизи отметки «О» (п. В. 1.2);
· установить тумблер СТАТ/ДИН в положение ДИН;
· сканировать поверхность детали в автоматическом или ручном режиме отстройки от помех.
При контроле в автоматическом режиме тумблер РУЧН/АВТ устанавливают в положение АВТ. При сканировании поверхности детали уровень сигнала ВП регулируется автоматически, при этом стрелка индикатора должна слегка колебаться около отметки «О». При пересечении трещины должны сработать световой и звуковой индикаторы.
При контроле в ручном режиме тумблер РУЧН/АВТ устанавливают в положение РУЧН, при сканировании поверхности детали необходимо следить за положением стрелки индикатора и корректировать ее положение вращением ручки УСТ.О. В момент пересечения ВП трещины стрелка прибора должна резко отклониться вправо и затем вернуться в исходное положение, световой и звуковой индикаторы при этом не срабатывают.
Контроль деталей дефектоскопом ВД-12НФМ в статическом режиме проводить в следующей последовательности:
· подготовить дефектоскоп к работе в динамическом ручном режиме (п. В. 1.32);
· сканировать в разных направлениях площадки размером 20x20 мм на по верхности детали и убедиться, что стрелка прибора не смещается от положения по п. В. 1.3.3 более чем на 0,5 деления;
· переключить тумблер СТАТ/ДИН в положение СТАТ и сканировать поверхность детали.
При этом световой и звуковой индикаторы срабатывают при нахождении чувствительного элемента ВП над дефектом (трещиной).
По окончании сканирования детали в статическом режиме необходимо тумблер СТАТ/ДИН переключить в положение ДИН для отключения срабатывания индикаторов.
Примечание. При сканировании разных зон контроля детали необходимо после установки ВП на контролируемую поверхность тумблер РУЧН/АВТ устанавливать в положение РУЧН и вращением ручки УСТ.О устанавливать стрелку индикатора посередине шкалы вблизи отметки «О».
2.1.2. Порядок контроля деталей дефектоскопами
ВД-12НФ, ВД-12НФМ и ВД-15НФ
Вихретоковый преобразователь устанавливают на контролируемую поверхность так, чтобы его ось совпадала с нормалью к этой поверхности и перемещают без отрыва от контролируемой поверхности. При сканировании угол a отклонения оси преобразователя от нормали к поверхности (рис. 2.3, а) не должен превышать допустимое значение для применяемого дефектоскопа. При контроле дефектоскопами ВД-12, ВД-12НФ и ВД-12НФМ этот угол не должен превышать 30 градусов.
Сканирование деталей при контроле дефектоскопами
ВД-12НФМ и ВД-12НФ проводят в режиме автоматической отстройки от помех.
Допускается проводить сканирование деталей в режиме ручной отстройки от помех.
Скорость сканирования должна быть в пределах (2…10) см/с.
Скорость сканирования зависит от шероховатости и формы контролируемой поверхности и определяется экспериментально. Детали с грубой необработанной поверхностью, галтели, внутренние углы, а также переходы между участками разного сечения сканируют с минимальной скоростью, при которой начинают срабатывать световой и звуковой индикаторы дефектоскопа в момент пересечения преобразователя трещины.
После установки преобразователя на контролируемую поверхность перед началом сканирования выдерживают паузу не менее 5 с. При зигзагообразном сканировании преобразователя задерживают на (3…5) с в точке изменения направления движения.
При контроле деталей с грубой необработанной поверхностью, а также при наличии на этой поверхности загрязнений или слоя краски следует положить на деталь в зоне контроля неметаллическую прокладку (полоску бумаги, тонкого картона, фотопленку и т.п.), обеспечивающую между наконечником преобразователя и поверхностью детали допустимый рабочий зазор для применяемого дефектоскопа.
Внутренние углы с радиусом закругления более 12 мм (галтели, зоны перехода, сопряжения) контролируют зигзагообразным сканированием в динамическом режиме с шагом не более 20 мм и амплитудой не менее двух радиусов закругления контролируемого угла (рис. 2.3, б).
 |
 |
| б в |
Рис. 2.3. Положение преобразователя на поверхности детали:
контроль плоской поверхности (а), контроль внутренних углов с радиусом закругления более 12 мм (б) и не более 12 мм (в): R – радиус закругления внутреннего угла; L– амплитуда сканирования; a – угол отклонения преобразователя от фиксированного положения при сканировании внутреннего угла.
Внутренние углы с радиусом закругления не более 12 мм контролируют дефектоскопом ВД-12НФМ сканированием поверхности детали вдоль угла в статическом режиме. При этом преобразователь следует устанавливать на контролируемый угол в соответствии с рис. 2.3, в. Для исключения перекосов преобразователя в плоскости, перпендикулярной направлению сканирования, рекомендуется использовать фиксирующие насадки.
Допускается проводить контроль внутренних углов с радиусом закругления менее 12 мм дефектоскопом ВД-12НФ в режиме ручной отстройки от помех.
Контроль стыковых сварных швов шириной более 20 мм проводят дефектоскопами ВД-12НФМ (ВД-12НФ) в динамическом режиме работы или ВД-15НФ. При этом рекомендуется устанавливать режим автоматической отстройки от помех. Для выявления продольных трещин проводят зигзагообразное сканирование сварного шва с шагом не более 20 мм и амплитудой, превышающей ширину сварного шва L не менее чем на 20 мм (рис. 2.4, а).
Для выявления поперечных трещин сварной шов сканируют по середине и вдоль его границ (рис. 2.4, б). При этом не следует допускать отклонения преобразователя от середины и от границ шва, а также от фиксированного положения в плоскости, перпендикулярной направлению сканирования.
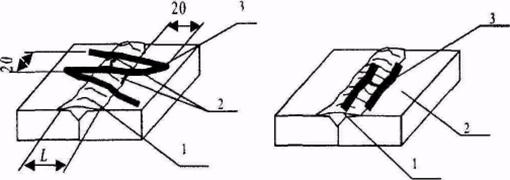
Рис. 2.4. Траектории сканирования сварного шва шириной более 20 мм для выявления продольных (а) и поперечных (б) трещин: 1 – сварной шов; 2 – трещина; 3 – траектории сканирования.
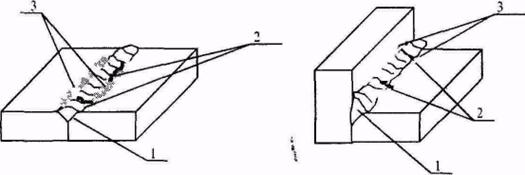
Контроль сварных швов шириной менее 20 мм следует проводить дефектоскопом ВД-12НФМ в статическом режиме сканированием сварного шва вдоль его границ (рис. 2.5).
а) б)
Рис. 2.5. Траектории сканирования стыкового (а) и углового (б) сварного шва шириной менее 20 мм: 1 – сварной шов;
2 – трещина; 3 – траектории сканирования.
В случае срабатывания светового и звукового индикаторов в какой-либо точке необходимо провести сканирование зоны вокруг этой точки не менее двух раз со смещением преобразователя относительно этой точки на (5…10) мм. Если при этом срабатывание индикаторов не повторяется, то причиной ложного срабатывания индикатора могут быть отрыв преобразователя от контролируемой поверхности или помехи.
При срабатывании индикаторов в нескольких точках на контролируемой поверхности необходимо внимательно осмотреть поверхность на наличие неровностей и провести повторное сканирование зоны контроля со смещением преобразователя. Если срабатывание не повторяется, причиной ложного срабатывания индикаторов может быть локальная неоднородность электромагнитных свойств детали.
Если при работе в режиме автоматической отстройки от помех срабатывание индикаторов повторяется, области срабатывания индикаторов следует отметить мелом и уточнить в режиме ручной отстройки от помех. При пересечении преобразователем трещины на поверхности детали стрелка прибора дефектоскопа ВД-12НФМ должна резко отклониться вправо, дефектоскопа ВД-12НФ – влево, после чего должна вернуться в исходное положение. Отклонение стрелки дефектоскопа должно наблюдаться при перемещении преобразователя по поверхности детали на участке длиной примерно 10 мм (по 5 мм от каждой стороны трещины). Отклонение стрелки дефектоскопа на большем участке свидетельствует о локальном изменении электромагнитных свойств металла. Максимальное отклонение стрелки наблюдается при нахождении ВП над трещиной.

