 2015-03-27
2015-03-27 1713
1713Достоинствами продольно-прессовой сборки являются:
1) простота;
2) возможность контроля качества формируемого соединения по усилию запрессовки.
Недостатки заключаются в:
1) необходимости достаточно дорогого оборудования;
2) нестабильности и недостаточности прочности соединений.
Запрессовка с вибрационно-импульсным воздействием позволяет уменьшить силу запрессовки Рт в 2 - 5 раз и увеличить прочность соединений с диаметром более 20 мм.
Ультразвуковые колебания эффективны при сборе прецизионных соединений с натягом диаметром менее 20 мм. Схема продольно-прессового метода сборки с наложением осевых ультразвуковых колебаний на охватывающую деталь приведена на рис. 8.3.
В поперечно-прессовых соединениях с натягом сборка осуществляется за счет радиального сближения сопрягаемых поверхностей. Это обеспечивается нагревом охватывающей или охлаждением охватываемой деталей перед сборкой.
Температура нагрева или охлаждения собираемых деталей определяется по формуле:
Т=(Д + 5)/ (a/d) ± (25... 30°), (8.2)
где Д - монтажный зазор в соединении перед сборкой; 5 - максимальный натяг в соединении; а - коэффициент линейного расширения (сжатия) материала нагреваемой или охлаждаемой детали; d - диаметр соединения; 25... 30° - температура охлаждения или нагрева охватывающей или охватываемой детали при ее перемещении из зоны нагрева или охлаждения на место сборки.
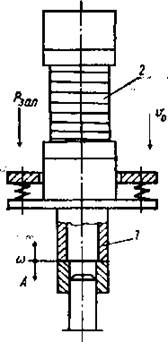
Рис. 8.3. Схема ультразвуковой запрессовки:








