 2015-03-08
2015-03-08 995
995Перед подачей в производство проверяют размеры труб на отклонения по действующим допускам (по МРТУ 14-4-21-67), кроме того, трубы подвергают осмотру, очистке, контролю неразрушающими методами, стилоскопированию и рассортировке, а трубы из аустенитных сталей проверяют на магнитные свойства.
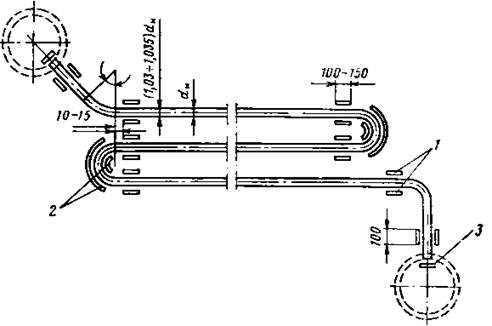
Рис. 3.4. Горизонтальный плаз:
1- направляющие планки; 2- ограничивающие дуги; 3- ограничители концевые
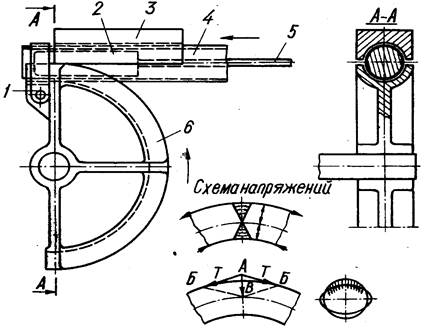
Рис. 3.5. Схема трубогибочного станка:
1 - зажим для трубы на гибочном секторе; 2 - дорн (оправка);
3 - нажимная колодка; 4 - изгибаемая труба; 5 - штанга дорна; 6 - гибочный сектор.
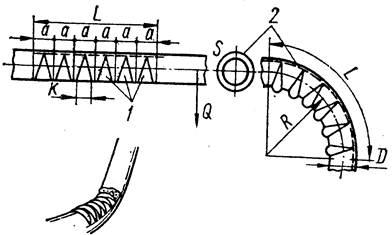
Рис. 3.6. Гибка нагретых газовыми горелками труб со складками:
1 - нагреваемые площадки (складки); 2 - нагреваемая полоса (затылок).
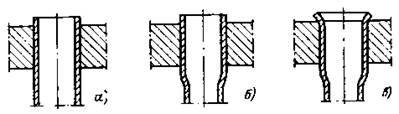
Рис.3.7. Этапы образования вальцовочного соединения:
а — труба в отверстии; 6 — после прихватки; в — после вальцевания и бортования
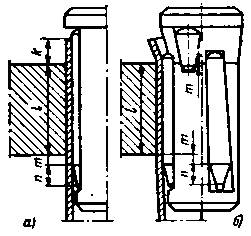
Рнс. 3.8. Длина вальцовочных роликов:
а — кепежной вальцовки: б — бортовочной вальцовки с расположением роликов «вразмет»; n— длина конусной части ролика; m — расстояние цилиндрической части ролика до стенки; l — толщина стенки; k — длина трубы, подлежащая разбортовке.
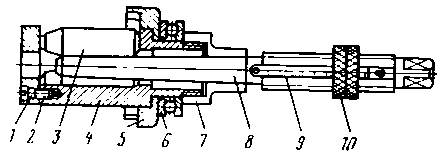
Рис. 3.9. Крепежная вальцовка для котлов высокого давления:
1 — винт; 2 — крышка; 3 — роли; 4 — корпус; 5 — упорное кольцо корпуса;
6—упорный подшипник; 7 — фасонная гайка; 8 — конус; 9 — линейка;
10 — гайка для ограничении вальцевании.
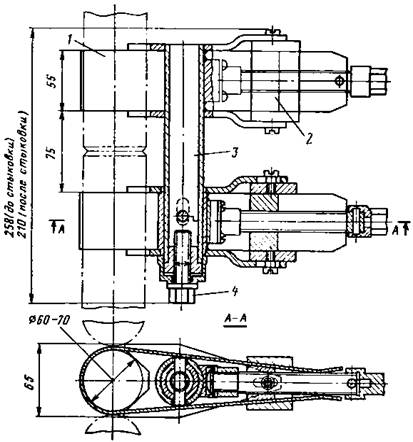
Рис. 3.10. Приспособления для центровки труб со стяжкой под сварку:
1 — обойма; 2 — клнновинтовое устройство; 3— направляющая; 4 — винт.
При восстановлении ошипованных экранов
Ремонт газоплотных панелей








