 2015-03-08
2015-03-08 2086
2086После закалки на мартенсит углеродистая сталь имеет высокую твердость (58-62 HRC), но низкую пластичность. Кроме того, в процессе закалки, в результате неравномерного охлаждения образца или детали по сечению, возникают довольно значительные закалочные напряжения. Поэтому закалка углеродистых сталей не является окончательной обработкой.
Закалочные напряжения подразделяются:
1. Фазовые (структурные).
2. Термические (тепловые).
Напряжения, которые возникают в результате структурных превращений (в данном случае мартенситных) в охлаждаемом образце или детали, называют фазовыми. Возникновение фазовых напряжений при закалке обусловлено двумя причинами:
1. Удельный объем мартенсита больше, чем удельный объем аустенита.
2. Неодновременное протекание мартенситного превращения в поверхностных и внутренних слоях детали.
Напряжения, возникающие в результате неравномерного теплового сжатия образца по сечению в процессе закалки, называют термическими.
Рассмотрим процесс возникновения закалочных (фазовых и термических) напряжений в образце подробнее.
В начальном промежутке времени при охлаждении поверхностных слоев до точки Мн (≈ 240 °С) в них начнется мартенситное превращение, в результате чего увеличится объем материала, создавая сжимающие напряжения. Внутренняя часть образца, находясь пока в аустенитном состоянии, будет испытывать растягивающие напряжения. По мере охлаждения центральной части образцов и развития мартенситных превращений, знак напряжений на поверхности и в сердцевине образца поменяется. Теперь уже растягивающие напряжения возникают в поверхностных слоях, а сжимающие – в центральной части (рис. 18.1 а).
С другой стороны, поверхностные слои образца, охлаждаясь быстрее, чем внутренние, сжимаются по законам физики. Это приводит к неравномерности изменения объема: внутренние слои препятствуют сжатию внешних слоев. Вследствие этого, в поверхностных слоях возникают растягивающие, а во внутренних – сжимающие напряжения. При дальнейшем охлаждении образца, теперь уже сердцевина будет испытывать тепловое сжатие. Вследствие этого, вышеуказанные напряжения начнут уменьшаться и в некоторый момент произойдет изменение знака напряжений на поверхности и в сердцевине образца: на поверхности получаются остаточные напряжения сжатия, а в сердцевине – напряжения растяжения (рис. 8.1 б). Таким образом, тепловые напряжения изменяются в обратном порядке относительно структурных напряжений.
а) б) в)
Рисунок 18.1 – Схема эпюры остаточных напряжений: а – структурные; б – тепловые; в – суммарные. (–) – растягивающие; (+) – сжимающие напряжения
При закалке одновременно возникают как тепловые, так и структурные напряжения, которые суммируются (рис. 18.1 в). Поэтому после закалки на поверхности образца всегда присутствуют, как правило, растягивающие напряжения, хотя иногда присутствуют и сжимающие.
Следует обратить внимание на то, что: 1) закалочные напряжения получаются наибольшими не после окончательного охлаждения, а в процессе самого охлаждения и могут вызвать коробление детали; 2) в поверхностных слоях могут возникать значительные растягивающие напряжения, которые приводят к появлению трещин (сжимающие напряжения трещин не вызывают).
Для уменьшения или полного устранения закалочных напряжений, а также для повышения пластичности стали после закалки проводят отпуск. В зависимости от температур нагрева различают 3 вида отпуска: низкий, средний и высокий.
Низкий отпуск заключается в нагреве закаленной стали до температуры 150-250 °С. Время выдержки зависит от формы и размеров детали. Выдержка должна обеспечить получение стабильной структуры при данной температуре отпуска. При низком отпуске мартенсит закалки превращается в мартенсит отпуска (см. атлас микроструктур). Это превращение связано с уменьшением степени тетрагональности мартенсита, которое происходит за счет выделения углерода из мартенсита в виде карбидных частиц Fе2С, когерентно связанных с твердым раствором. Структура стали после низкого отпуска состоит из мартенсита с меньшим содержанием углерода, чем исходный мартенсит, и мелких карбидных частиц.
Низкий отпуск предназначен для частичного снятия внутренних закалочных напряжений без заметного снижения твердости. Этому виду отпуска подвергают детали, которым требуется высокая твердость и износостойкость (режущий и мерительный инструмент, детали, прошедшие цементацию, поверхностную закалку и т. д.).
Средний отпуск заключается в нагреве закаленной стали до температуры 350-450 °С. При таких температурах диффузионное перераспределение углерода в стали активизируется. Углерод покидает кристаллическую решетку мартенсита. Происходит образование мелких устойчивых частиц карбида FезС сферической формы. Выделение избыточного углерода из решетки мартенсита приводит к образованию феррита.
Получаемая после среднего отпуска структура называется трооститом отпуска. В отличие от троостита, полученного после закалки в масле, троостит отпуска имеет зернистое строение высокой дисперсности (рис. 18.2).
В процессе среднего отпуска происходит уменьшение закалочных напряжений. Наблюдается повышение упругих свойств стали, некоторое снижение твердости и прочности. Этому виду отпуска подвергают рессоры и пружины.
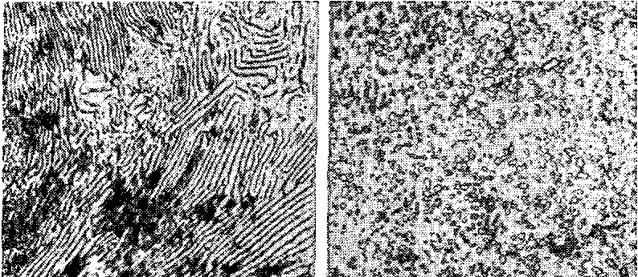
Рисунок 18.2 – Пластинчатая (а) и зернистая (б) феррито-цементитная смесь
Высокий отпуск заключается в нагреве закаленной стали до температуры 500-650 °С. Получаемая после высокого отпуска структура сорбита отпуска представляет собой феррито-цементитную смесь зернистого строения (рис. 18.2) средней степени дисперсности (см. атлас микроструктур). Высокий отпуск обеспечивает полное снятие закалочных напряжений и дает наилучшее сочетание твердости, прочности, пластичности и ударной вязкости. Термообработка, состоящая из закалки и высокого отпуска, называется термическим улучшением стали. Термическому улучшению подвергают ответственные детали машин, изготовленные из углеродистых конструкционных сталей, испытывающие в эксплуатации статические, ударные и знакопеременные нагрузки. Термическое улучшение позволяет понизить чувствительность к надрезам и перекосам, к конструктивным переходам от одного сечения к другому, к изменению размеров детали и т. д.
Таблица 18.1 – Виды и применение отпуска закаленных сталей
| Вид отпуска | Температура отпуска, °С | Структура | Применение |
| Низкий отпуск | 150-250 | Отпущенный мартенсит | Металлорежущий, деформирующий и мерительный инструмент |
| Средний отпуск | 350-450 | Троостит отпуска | Пружины, рессоры и т. д. |
| Высокий отпуск (улучшение) | 550-650 | Сорбит отпуска | Тяжелонагруженные детали в машиностроении и других областях техники |
Таким образом, для получения заданной твердости у одной и той же стали можно использовать охлаждение аустенита с заданной скоростью или закалку и отпуск. При одинаковой твердости, которая определяется степенью дисперсности феррито-цементитной смеси, обработка по второму варианту обеспечивает более высокую пластичность стали и лучшее сопротивление развитию трещины. Это объясняется тем, что при такой термической обработке феррито-цементитная смесь имеет зернистое строение.
Отпускная хрупкость стали. Охрупчивание стали при некоторых условиях отпуска называется отпускной хрупкостью. Понижение ударной вязкости при этом вызвано повышением температуры перехода в хрупкое состояние. Наблюдаются два вида отпускной хрупкости. Отпускная хрупкость первого рода (необратимая) и отпускная хрупкость второго рода (обратимая), определяемые путем испытаний на ударный изгиб при комнатной температуре.
Ударная вязкость в зависимости от температуры отпуска меняется немонотонно (рис. 18.3).
| Ударная вязкость |  |
| Рисунок 18.3 – Изменение ударной вязкости легированной стали в зависимости от температуры отпуска и последующей скорости охлаждения |
Сталь, отпущенная в интервале температур 300…350 °С, имеет минимальную ударную вязкость (рис. 18.3). Это обусловлено отпускной хрупкостью первого рода (необратимой хрупкостью).
Отпускная хрупкость первого рода проявляется у большинства сталей независимо от их состава и скорости охлаждения. Считают, что это явление обусловлено возникновением объемно-напряженного состояния, получающегося при неоднородном распаде мартенсита. Распад происходит наиболее полно по границам зерен, в результате чего появляется резкое различие между прочностью пограничных слоев и телом самого зерна. Кроме того, образовавшиеся частицы карбидов не успевают приобрести зернистое строение, и большинство карбидов еще имеют пластинчатую форму. В данном интервале температур происходит еще и превращение остаточного аустенита в мартенсит отпуска. Происходит потеря вязкой составляющей структуры – аустенита и увеличение хрупкой составляющей – мартенсита. Сталь в состоянии необратимой отпускной хрупкости имеет блестящий межкристаллитный излом.
Хрупкость первого рода устраняется нагревом стали выше 400 °С, снижающим твердость.
Хрупкость второго рода наблюдается в сталях, легированных карбидообразующими элементами, в интервале температур 500…550 °С при охлаждении в печи или на воздухе после отпуска или при слишком длительной выдержке в этом температурном интервале. В стали в состоянии отпускной хрупкости второго рода уменьшается работа зарождения и особенно распространения трещины, поэтому наблюдается снижение ударной вязкости (рис. 18.3).
При быстром охлаждении в воде этот вид хрупкости не возникает; излом стали – волокнистый, характерный для вязкого состояния. После медленного охлаждения от температур 500…650 °С сталь имеет хрупкий кристаллический излом. Хрупкость второго рода можно устранить повторным отпуском при температурах 600…650 °С с последующим быстрым охлаждением.
Хрупкость второго рода часто встречается в сталях, легированных Mn, Si, Сr и содержащих повышенное количество Р и Аs или при одновременном введении в сталь Cr и Ni (или Mn).
Появление отпускной хрупкости второго рода наиболее вероятно связано с диффузией растворенных атомов некоторых элементов и насыщением поверхностных слоев зерна этими элементами. По границам зерна происходит ускоренное образование карбидов, обогащенных легирующими элементами. Мелкодисперсные вторичные фазы легирующих элементов, располагаясь по границам зерен, охрупчивают их. Как следствие, приграничные слои обедняются карбидообразующими элементами, куда начинает диффундировать фосфор, который значительно снижает работу образования межзеренных трещин, вызывающих развитие отпускной хрупкости. Ускоренное охлаждение после нагрева предотвращает перераспределение легирующих элементов и фосфора между объемом зерен и приграничными слоями, сохраняя их равномерную концентрацию и тем самым устраняя отпускную хрупкость второго рода.
Задания 1 и 2 выполняются по выбору преподавателя.

