 2015-03-08
2015-03-08 310
310Сущность метода заключается в том, что литейная форма изготавливается в виде оболочки.
Для этого используются в качестве формовочных смесей фенольные термореактивные смолы в количестве 4-6% с мелким кварцевым песком, который они цементируют.
Технология изготовления оболочковой формы.
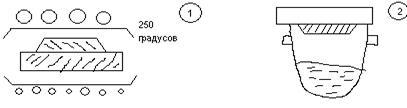
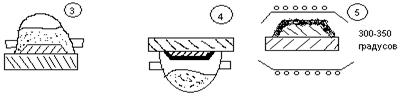
Модельную плиту с моделью нагревают в электрической печи до температур 200-250 ˚С (1). Затем закрепляют на бункере моделью вниз (2). Бункер переворачивают на 180˚ и формовочная смесь падает на модельную плиту и модель (3). При выдержке 20-30 секунд смола плавится и обволакивает мелкие частицы песка. Образуется оболочка толщиной 6-8 мм. Бункер возвращают в исходное положение (4) и снимают модель и подмодельную плиту, отправляют их в печь с температурой 300-350 ˚С. Здесь смола полимеризуется, необратимо твердеет и образует твердую прочную оболочковую полу-форму (5).
При помощи специальных превращений оболочку снимают с модели. Аналогично изготавливают вторую полу-форму. В одной из полу-форм при необходимости устанавливают стержни, …
скрепляют механически или склеивают. Собранную форму помещают в опоку с песком и заливают сплавом. К моменту полной кристаллизации отливки смола выгорает, форма и стержни разупрочняются и легко разрушаются, освобождая отливку. Получают детали тракторов, автомобилей, сельхоз и …
…
массой от 5 до 150 кг.








