 2015-04-08
2015-04-08 3849
3849Команды, относящиеся к подготовительным функциям включают в себя букву G за которой, как правило, следует две цифры. Цифры являются кодами различных действий и операций.
Подготовительные функции могут иметь следующие значения:
Выбор способа перемещения (линейное, круговое и т д)
Выбор единицы измерения вводимой информации о перемещении (метрическая или дюймовая)
Способ ввода компенсации на размер инструмента
Выбор предварительно установленных и запрограммированных последовательностей выполнения действии.
Большинство систем позволяют записывать в одном кадре несколько подготовительных функций с условием, что они не принадлежат одной и той же группе и не противоречат друг другу.
Ниже приведены примеры кодов подготовительных функций.
| Код | Значение подготовительной функции |
| G00 | Позиционирование |
| G01 | Линейная интерполяция (нормальный размер) |
| G02 | Круговая интерполяция. Обход по часовой стрелке (нормальный размер) |
| G03 | Круговая интерполяция. Обход против часовой стрелке (нормальный размер) |
| G04 | Выдержка |
| G05 | Остановка без потери информации |
| G06- G07 | Резерв |
| G08 | Ускорение |
| G09 | Замедление |
| G10 | Линейная интерполяция (увеличенный размер) |
| G11 | Линейная интерполяция (уменьшенный размер) |
| G12 | 3 – размерная интерполяция |
| G13 - G16 | Выбор координатных осей |
| G17 | Выбор плоскости «XY» |
| G18 | Выбор плоскости «ZX» |
| G19 | Выбор плоскости «YZ» |
| G20 | Круговая интерполяция. Обход по часовой стрелке (увеличенный размер) |
| G21 | Круговая интерполяция. Обход по часовой стрелке (уменьшенный размер) |
| G22 – G29 | Резерв |
| G30 | Круговая интерполяция. Обход против часовой стрелке (увеличенный размер) |
| G31 | Круговая интерполяция. Обход против часовой стрелке (уменьшенный размер) |
| G32 | Резерв |
| G33 | Нарезание резьбы. Постоянный шаг |
| G34 | Нарезание резьбы. Нарастающий шаг |
| G35 | Нарезание резьбы. Уменьшающийся шаг |
| G36 – G39 | Резерв |
| G40 | Аннулирование коррекции инструмента |
| G41 | Коррекция инструмента – слева |
| G42 | Коррекция инструмента – справа |
| G43 – G52 | Коррекция инструмента – слева |
| G53 | Аннулирование линейного сдвига |
| G54- G56 | Линейный сдвиг координат (по осям X, Y, Z) |
| G57- G59 | Линейный сдвиг координат (в плоскостях XOY, XOZ, YOZ) |
| G60 | Ранее использовалось для точного позиционирования | |
| G61 | Ранее использовалось для точного позиционирования || |
| G63 | Нарезание резьбы метчиком |
| G64 | Изменение подачи и (или) числа оборотов шпинделя |
| G65- G69 | Резерв для различных видов позиционирования |
| G70 | Задание размерных перемещений в дюймах |
| G71 | Задание размерных перемещений в миллиметрах |
| G72- G79 | Резерв |
| G80 | Аннулирование фиксированных технологических циклов |
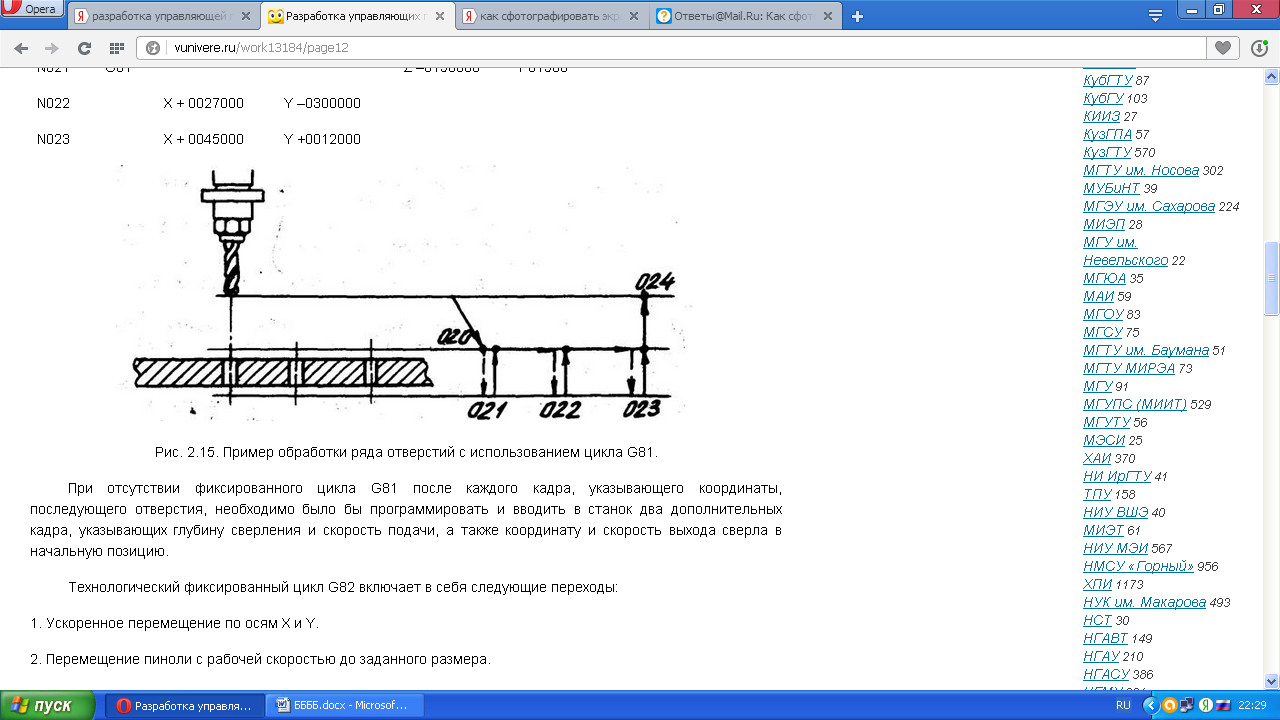
| G81 | Фиксированный цикл (сверление, центрование) |
| G82 | Фиксированный цикл (цековка) |
| G83 | Фиксированный цикл (глубокое сверление) |
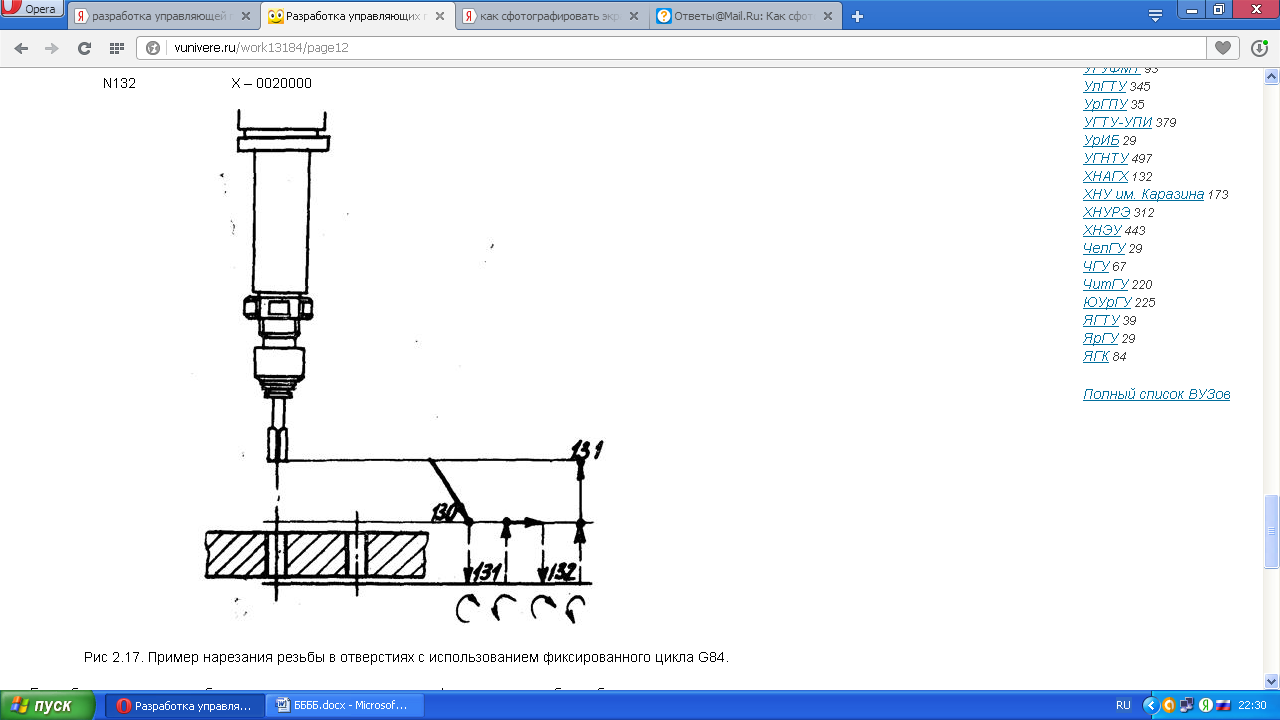
| G84 | Фиксированный цикл (нарезка резьбы) |
| G85 | Фиксированный цикл (расточка) |
| G86 | Фиксированный цикл (расточка) |
| G87 | Фиксированный цикл (расточка) |
| G88 | Фиксированный цикл (расточка) |
| G89 | Фиксированный цикл (расточка) |
| G90 | Ввод размерных величин в абсолютной системе отсчета |
| G91 | Ввод размерных величин в относительной системе отсчета |
| G92- G93 | Резерв |
| G94 | Определяет размерность скорости подачи в мм/мин |
| G95 | Определяет размерность скорости подачи в мм/об |
| G96 | Определяет частоту вращения шпинделя, обеспечивая постоянство скорости резания в м/мин |
| G97 | Определяет частоту вращения шпинделя в об/мин |
| G98- G99 | Резерв |
Рассмотрим более подробнее подготовительные функции.
G00 – позиционирование. Система обеспечивает установку рабочих органов станка в заданное положение. Как правило, это перемещение осуществляется на ускоренной подаче, а следовательно скорость подачи в этом кадре не задается.
G01, G10, G11 – линейная интерполяция. Система работает в режиме линейной интерполяции, поддерживая при перемещении рабочих органов постоянные скорости, пропорциональные величинам перемещения вдоль каждой координатной оси. Функция G10 (увеличенный размер) означает увеличение максимального размера интерполяции в 10 раз.
Например: если при G01 максимальный размер при интерполяции был 999 мм, то при G10 он будет равен 9999мм. Однако при этом дискретность отсчета уменьшается. Если при G01 она равна 0,001мм, то при G10 дискретность равна 0,01мм. При функции G11 (ускоренный размер) наблюдается обратное явление. Максимальный размер интерполирования сокращается до 99 мм. При этом дискретность отсчета увеличивается и становится равной 0,0001 мм.
G02, G20, G21 – круговая интерполяция. Обход по часовой стрелке.
Система работает в режиме круговой интерполяции, изменяя скорости перемещения по координатным осям таким образом, что чтобы инструмент двигался относительно заготовки в направлении часовой стрелки по дуге от начальной точки, где инструмент находился в момент задания данного перемещения, до конечной точки, заданной координатами X, Y, Z.
Максимальный радиус дуги функции G20 (увеличенный размер) может быть увеличен в 10 раз по сравнению с G02 (нормальный размер). Соответственно в функции G21 максимальный радиус уменьшается в 10 раз
Пример: N010 G02 R10 X70 Z250 F01 S300
Если в кадре, где присутствует функция G02, указывается величина перемещения вдоль координатной оси Z, это означает задание винтовой интерполяции.
G03, G30, G31 – круговая интерполяция.
Аналогично описанным выше функциям. Но обход совершается против часовой стрелки.
G04 – выдержка.
Данная функция означает остановку движения рабочих органов станка по всем координатам после д0стичения званного в этом же кадре размера. Длительность остановки регулируется оператором с пульта управления или программируется в секундах в том же кадре.
G05 – остановка без потери информации.
С помощью этой функции движение рабочих органов станка прекращается на время, длительность которого определяется цикловой автоматикой станка или до следующего нажатия оператором кнопки начала цикла.
G12 – одновременная работа по трем координатам
G17, G18, G19 – выбор плоскости.
При круговой интерполяции осуществляется выбор соответствующих плоскостей.
G57 – G59 – Линейный сдвиг координат.
Данная функция означает смещение «нулевой точки» отсчета по программе. Если в кадре записана эта функция с нулевыми значениями координат, например: N030 G57 X0000000 Y0000000 то это означает, что «нулевая точка» смещается в координату фактического положения инструмента в момент считывания кадра с этой функцией. Если функция G57 присутствует в кадре с каким-либо значением
например N030 G57 X-0010000 Y+0320000 то это означает, что «нулевая точка» смещается в координаты X+10 мм, Y-320 мм относительно фактического положения инструмента в момент считывания этого кадра.
G80-G89 – подготовительные функции (технологический цикл)
Использование технологических циклов снижает трудоемкость расчетов и подготовки программ.
Например, цикл G81 (цикл сверления) включает в себя:
Ускоренное перемещение по осям X и Y
Опускание пиноли (или всей головки) с рабочей скоростью до заданного размера
Ускоренный отвод пиноли в начальное положение.
При этом начальное положение пиноли, глубина и скорость перемещения программируется только в одном кадре, относящегося к первому отверстию из всей группы.
Пример: N020 G62 X+0017000 Y-0321000 Z-0014000 S08 M03
N021 G81
N022 X+0027000 Y-0300000
N023 X+0045000 Y+0012000
Функциональный цикл G83 – используется при обработке глубоких отверстий. На панели управления устанавливается время выдержки сверла (с целью улучшения дробления стружки) в каждой заданной точке.
Программа записывается следующим образом:
N050 G62 X+0017000 Y-0321000 Z-0014000 S08 M03
N051 G83 Z-0150000 F01500
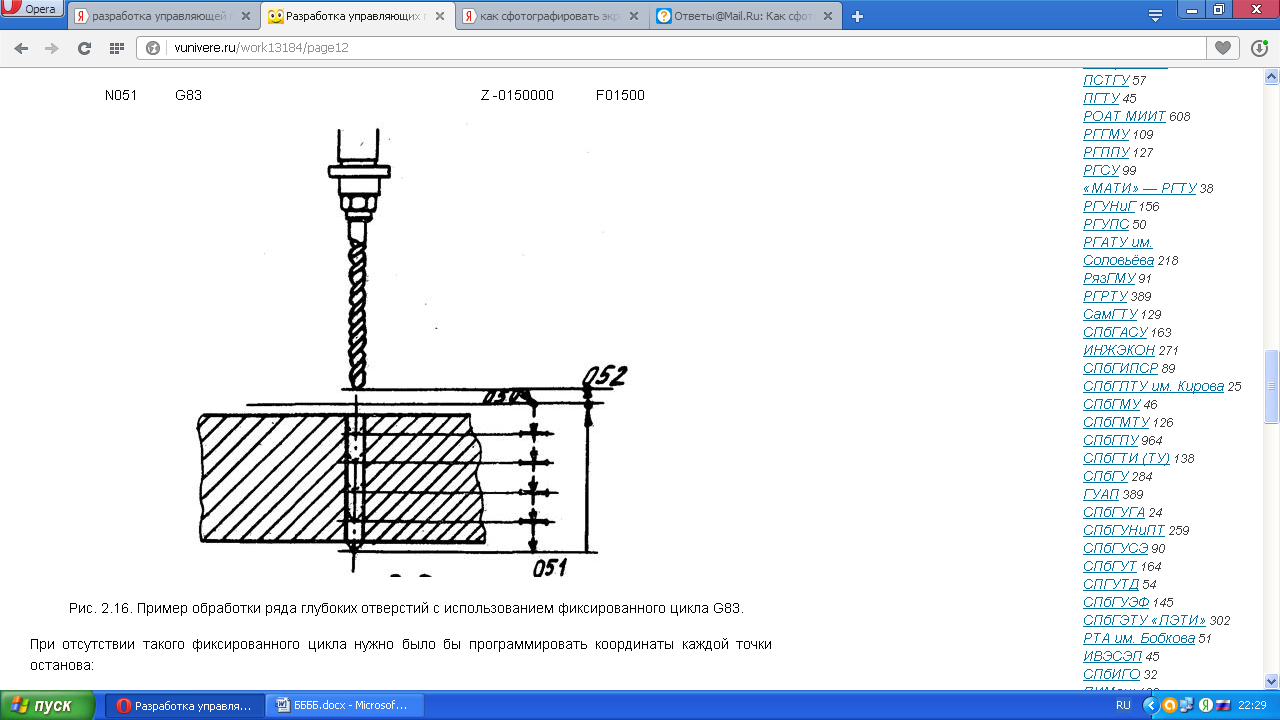
При отсутствии такого фиксированного цикла нужно было бы программировать координаты каждой точки останова.
Фиксированный цикл G84 используется при нарезании резьбы метчиком. Он включает в себя следующие переходы:
Ускоренное перемещение по осям X и Y
Перемещение пиноли с рабочей подачей и вращением шпинделя по часовой стрелке
Отвод пиноли с рабочей подачей и вращением шпинделя против часовой стрелки.
Пример: N130 G62 X+0010000 Y-0115000 Z-0115000 S06 M03
N131 G84 Z-0130000 F08000
N132 X-0020000
Фиксированный цикл G85 используется при расточке отверстия. Отличие его от цикла G81состоит в том, что отвод пиноли осуществляется с рабочей подачей (для получения лучшей чистоты обработанной поверхности).
Фиксированный цикл расточки G86 отличается от предыдущих циклов тем, что отвод пиноли производится при остановленном шпинделе на ускоренном ходу.
Фиксированный цикл G87 также используется при расточке и предполагает следующие переходы:
Ускоренное перемещение по осям X и Y
Опускание пиноли с рабочей скоростью до заданного размера
Останов вращения шпинделя
Фиксированный цикл G88 отличается от предыдущего наличием небольшой выдержки перед остановом вращения шпинделя.
Режим круговой интерполяции (G02 или G03)
Для того чтобы в процессе обработки инструмент двигался относительно детали по дуге окружности необходимо задать один из двух возможных режимов круговой интерполяции (G02, G03), при этом необходимо указать нужную плоскость (G17,G18, G19)
Для перемещения в круговой интерполяции необходимо задать следующую информацию:
В начале программы или непосредственно перед кадром круговой интерполяции – плоскость интерполяции
В текущем кадре – направление движения, координату точки конца дуги и координату центра дуги.
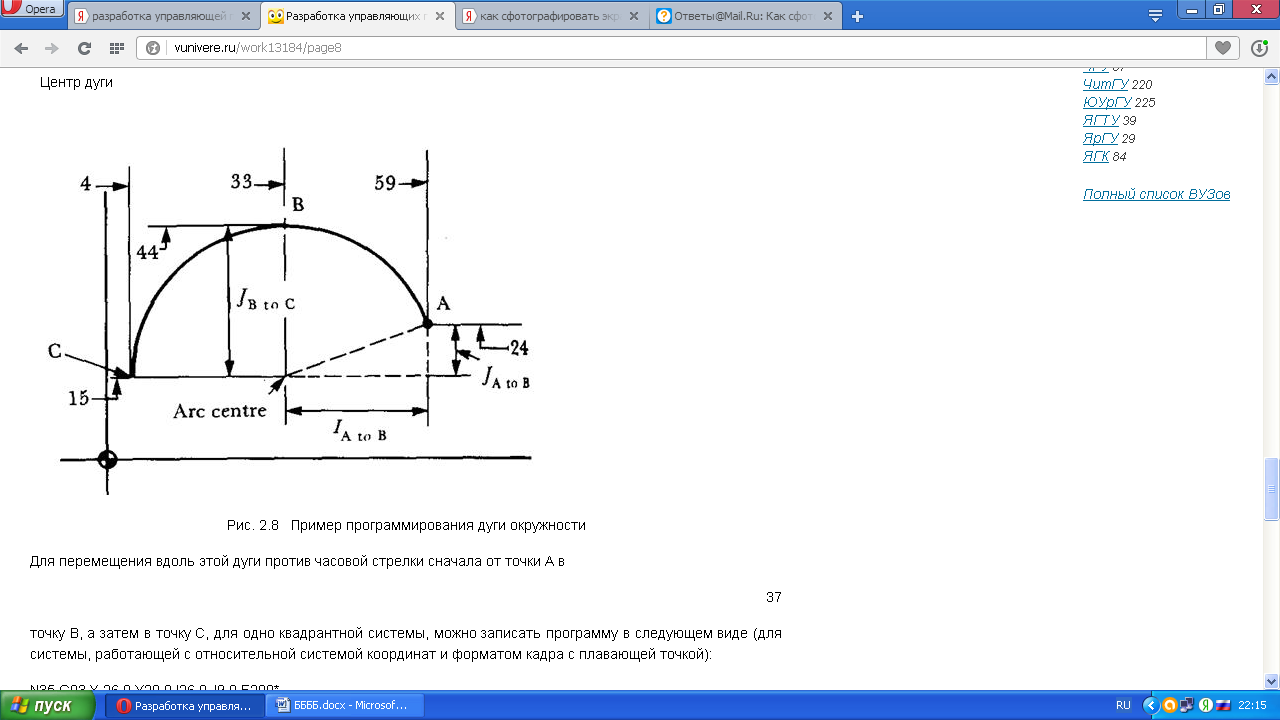
Для задания координаты конечной точки используется адреса X и Y. В относительной системе отсчета для задания координаты центра используются адреса:
I – расстояние от начальной точки дуги до центра дуги вдоль координаты X
J – расстояние от начальной точки дуги до центра дуги вдоль координаты Y
K – расстояние от начальной точки дуги до центра дуги вдоль координаты Z
Причем величины координат под этими адресами не имеют знака (+ или –)
Пример программирования дуги окружности.
Для перемещения вдоль дуги против часовой стрелки от точки А в точку В, а затем в точку С возможна запись программы в следующем виде:
N35 G03 X-26.0 Y20.0 I26.0 J9.0 F200*
N36 X-29.0 Y-29.0 I0 J29.0*
Функция G03 является модальной, она сохраняется до ввода другой функции данной группы. Знак * означает конец строки (кадра)
Рассмотрим еще один пример выполнения круговой интерполяции
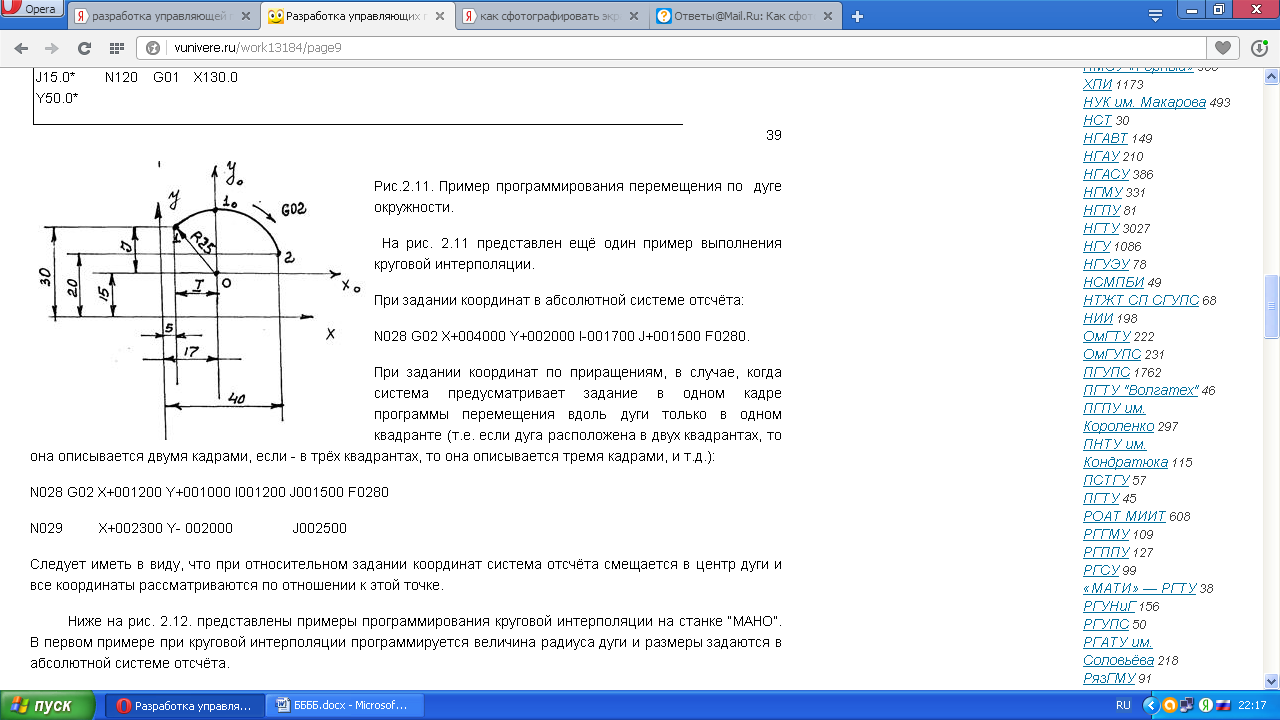
При задании координат в абсолютной системе отсчета:
N28 G02 X+004000 Y+002000 I–001700 J+001500 F0280

