 2015-04-12
2015-04-12 1369
1369Ручная сварка производится плавящимся металлическим электродом по способу Славянова (рис. 10.3).
Ручная электродуговая сварка универсальна и широко распространена, так как может выполняться в любом пространственном положении. Она часто применяется при монтаже в труднодоступных местах, где механизированные способы сварки не могут быть применены. Меньшая глубина проплавления основного металла и меньшая производительность ручной сварки из-за пониженной силы применяемого тока, а также меньшая стабильность ручного процесса (по сравнению с автоматической сваркой под флюсом) являются недостатками ручной сварки.
Сущность способа. Источником энергии при ручной дуговой сварке является электрическая дуга, которая возбуждается между свариваемым металлом и электродом.
На рис. 10.4 схематически изображены основные элементы сварочной дуги.
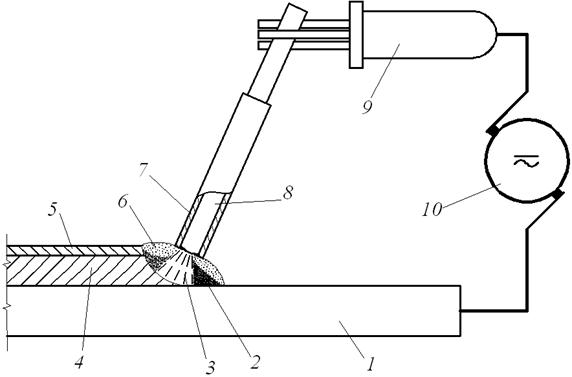
Рис. 10.3. Ручная сварка металлическим электродом:
1 – свариваемый металл; 2 – сварочная ванна; 3 – сварочная дуга; 4 – наплавленный металл; 5 – шлаковая корка; 6 – жидкий шлак; 7 – покрытие электрода; 8 – стержень электрода; 9 – электрододержатель; 10 – источник питания
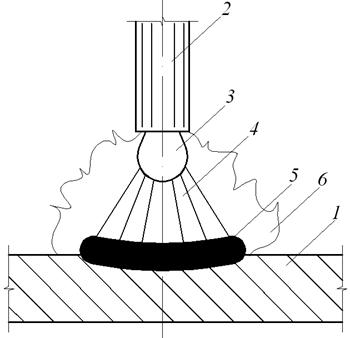
Рис. 10.4. Схема сварочной дуги:
1 – изделие (анод); 2 – электрод (катод); 3 – капля расплавленного металла;
4 – положительный столб дуги; 5 – ванна; 6 – пламя (ореол)
Плавящийся электрод представляет собой металлический стержень, на поверхность которого нанесено покрытие определенного состава и толщины (рис. 10.5).
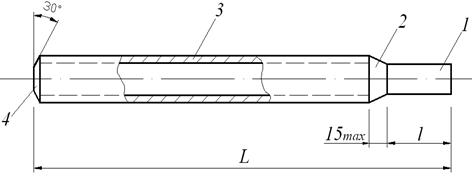
Рис. 10.5. Покрытый металлический электрод:
1 – стержень; 2 – участок перехода;
3 – покрытие; 4 – контактный торец без покрытия
Размеры, классификацию и общие технологические требования к обмазанным электродам регламентирует ГОСТ 9467-75*. Стандартные размеры электродов приведены в табл. 10.1.
Таблица 10.1








