 2015-04-12
2015-04-12 2994
2994Назначение и сущность процесса
Процесс каталитического риформирования основывается на реакциях дегидрирования и дегидроизомеризации нафтеновых углеводородов, дегидроциклизации и изомеризации парафиновых (алкановых) углеводородов на полиметаллическом катализаторе под давлением водорода. Кроме указанных реакций частично протекают реакции деструктивной гидрогенизации (гидрокрекинга и гидрогенолиза).
Реакции прямого дегидрирования насыщенных углеводородов протекают со значительным поглощением тепла (эндотермический эффект). Несмотря на то, что другие реакции, связанные с гидрированием, имеют противоположный характер (экзотермичны) – в целом процесс риформирования протекает с большим потреблением тепла. Поэтому процесс проводится в три ступени с промежуточным подогревом реакционной массы.
1. Дегидрирование нафтеновых углеводородов.
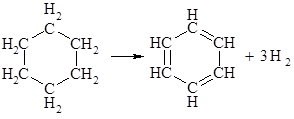 ≈ –50 ккал/моль
≈ –50 ккал/моль
| циклогексан | бензол |
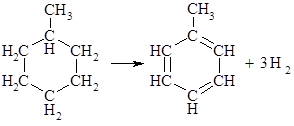 ≈ –50 ккал/моль
≈ –50 ккал/моль
| метилциклогексан | толуол |
2. Дегидроизомеризация нафтеновых углеводородов.
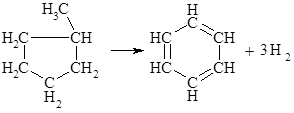 ≈ –50 ккал/моль
≈ –50 ккал/моль
| метилциклопентан | бензол |
3. Дегидроциклизация парафиновых углеводородов.
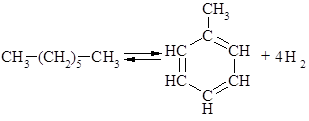 –60 ккал/моль
–60 ккал/моль
| н- гептан | толуол |
4. Гидрогенолиз
 ≈ +13 ккал/моль
≈ +13 ккал/моль
| октан | гептан | метан |
5. Изомеризация парафиновых углеводородов.

| н- гексан | изо- гексан |
6. Гидрокрекинг (деструктивная гидрогенизация) алканов.
 +13 ккал/моль
+13 ккал/моль
| н- нонан | н- пентан |
7. Гидрирование сернистых соединений.

| бутилмеркаптан | бутан |
Так как непредельные углеводороды снижают качество получаемых ароматических углеводородов, а также осмоляют растворитель, газопродуктовая смесь после третьей ступени собственно риформинга подвергается селективному гидрированию на алюмоплатиновом катализаторе.
Сырьё процесса
Сырьём для производства бензола и толуола служат узкие фракции прямогонного бензина. Проектом предусмотрено два варианта работы.
а) бензольно-толуольный, сырьём которого служит фракция «62-105», имеющая следующий фракционный состав (по ИТК):
¨ до 62 °C выкипает 6,0 % масс.;
¨ в пределах 62÷85 °C выкипает 38 % масс.;
¨ выше 85 °C выкипает 56 % масс.
б) бензольный вариант, сырьём которого служит фракция «62-85», имеющая следующий фракционный состав (по ИТК):
¨ до 62 °C выкипает 8,0 % масс.;
¨ в пределах 62-85 °C выкипает 85 % масс.;
¨ выше 85 °C выкипает 7,0 % масс.
Наиболее благоприятным сырьём для процесса производства ароматических углеводородов является сырьё, богатое нафтеновыми углеводородами.
В качестве дополнительного сырья для получения бензола и толуола можно использовать узкие фракций катализата установок риформинга: доксилольная фракция с верха колонны К-5 и бензолсодержащая фракция (боковой погон) из колонны К-4 установки КСК-2.
Влияние изменения основных условий процесса
Основными параметрами, влияющими на процесс риформирования бензинов, являются: температура, давление, объёмная скорость подачи сырья, свойства катализатора, водно-хлорный баланс.
1. Температура.
Температура на входе в реакторы является основным регулируемым параметром процесса. Эта температура должна поддерживаться на оптимальном уровне, обеспечивающем получение катализата заданного качества. Постепенным повышением входных температур компенсируется естественное снижение активности катализатора в реакционном цикле.
При изменении загрузки установки по сырью входные температуры должны корректироваться – уменьшаться при снижении загрузки и увеличиваться при ее повышении.
При повышении температуры на входе в реакторы увеличивается жесткость процесса и все основные реакции протекают с большей скоростью. При высоких температурах увеличивается роль реакций гидрокрекинга и гидрогенолиза, которые приводят к снижению выхода катализата и снижению концентрации водорода в циркулирующем газе. Повышение температуры ускоряет образование кокса на катализаторе.
Температура на входе в реакторы при проведении любых операций на блоке риформинга не должна превышать 530 °C.
Подбор температур следует сочетать с подбором других параметров технологического режима, при этом следует обращать внимание на качество сырья и катализата.
2. Давление.
С повышением общего давления в системе повышается парциальное давление водорода, что оказывает существенное влияние на процесс ароматизации бензина.
С другой стороны, высокое давление способствует более длительной работе катализатора. Снижение рабочего, а следовательно парциального давления водорода, способствует увеличению степени ароматизации парафиновых и нафтеновых углеводородов. Снижение давления повышает степень дегидрирования нафтеновых углеводородов и дегидроциклизации парафиновых углеводородов. Однако снижение давления способствует более быстрому закоксовыванию катализатора, что приводит к более частым регенерациям или даже замене катализатора.
Для достижения заданного содержания ароматических углеводородов в катализате при повышении давления может потребоваться соответствующее повышение температуры процесса.
Увеличение парциального давления водорода замедляет реакции, приводящие к коксообразованию, снижается содержание непредельных углеводородов в жидких продуктах реакции. Повышение давления увеличивает скорости реакций гидрокрекинга и деалкилирования, при этом равновесие реакции сдвигается в сторону образования парафинов, газообразование всегда возрастает и, следовательно, снижается выход катализата.
3. Влияние объёмной скорости подачи сырья.
Ароматизация сырья в процессе существенно зависит от объёмной скорости подачи сырья на реакцию. С увеличением объёмной скорости подачи сырья глубина его превращения (степень ароматизации) снижается, что приводит к снижению выхода целевых продуктов. Увеличение объёмной скорости в некоторой степени может быть компенсировано повышением температуры.
С увеличением объёмной скорости увеличивается выход стабильного катализата и содержание водорода в циркулирующем газе.
Для установки ЛГ-35-8/300Б проектом принята оптимальная объёмная скорость 1,5 час–1.
4. Кратность циркуляции водородсодержащего газа (ВСГ).
Соотношение «циркулирующий ВСГ: сырьё (нм3/м3)» можно регулировать в широких пределах. Нижний предел определяется минимально допустимым количеством газа, подаваемого для поддержания заданного парциального давления водорода, а верхний – мощностью газокомпрессорного оборудования.
Процесс осуществляется в среде газа с большим содержанием водорода (70÷90 % об.). Это позволяет избегать заметной скорости коксообразования.
С уменьшением кратности подачи ВСГ в зону реакции отложение кокса на катализаторе увеличивается. Повышение содержания водорода в циркулирующем ВСГ подавляет реакции дегидрирования нафтеновых углеводородов, что приводит к уменьшению выхода ароматических углеводородов.
Кратность подачи ВСГ – не менее 1000 (нм3/м3).
5. Содержание хлора на катализаторе.
Содержание хлора на катализаторе можно регулировать непосредственно в условиях его эксплуатации, изменяя подачу хлорорганического соединения в зону катализа. Тем самым можно ослаблять или усиливать кислотную функцию катализатора и таким образом воздействовать на скорости кислотно-катализируемых реакций (дегидроциклизация, гидрокрекинг, дегидроизомеризация). Оптимальное содержание хлора на катализаторе приводит к наиболее выгодному соотношению скорости реакций при риформинге.
Регулированием содержания хлора можно достигнуть увеличение выхода ароматических углеводородов, повышения селективности процесса и улучшения стабильности катализатора.
Из рассмотренных факторов наибольшее влияние на результаты риформинга оказывают два – температура и давление. В процессе работы активность катализатора постепенно падает. Поэтому для получения продуктов нужного качества в намеченных количествах приходится по мере снижения активности катализатора повышать входные температуры в реакторах.
Жестким называют режим, обеспечивающим получение катализата с определенными свойствами (с максимальным количеством ароматических углеводородов). В зависимости от исходного сырья это достигается за счёт не только увеличения температуры, но и путём изменения давления.
Особые требования к полиметаллическому катализатору риформинга
Полиметаллический катализатор чувствителен к воздействию ряда веществ, которые, отравляя его, снижают его эффективность и сокращают срок службы.
Ядами катализатора являются сера и азот, содержащиеся в сырье в виде органических соединений. Для их удаления сырьё подвергается гидроочистке. Содержание сероводорода в циркулирующем газе не должно превышать 10 мг/нм3, содержание серы и азота в гидрогенизате выше 1 ppm не допускается.
Ядом для катализатора является также вода, которая может вноситься с сырьём, поэтому в колонне стабилизации гидрогенизата должно быть обеспечено удаление из гидрогенизата не только сероводорода, но и паров воды. При влажности в системе риформинга более 50 ppm происходит быстрое дехлорирование катализатора и снижение его активности. Переосушка системы риформинга вредна, поскольку при этом скорости реакции распада парафинов и нафтенов увеличиваются, снижается концентрация водорода в циркулирующем газе и уменьшается выход ароматических углеводородов.
Сильнейшим ядом катализатора является окись углерода, адсорбция которой на поверхности кристаллов платины влечет за собой необратимую дезактивацию последней. На алюмоплатиновых и полиметаллических катализаторах при температуре 150÷200 °C протекает реакция образования окиси углерода из углекислого газа и водорода. Этим обусловлено требование о снижении температуры до 100 °C в период замены инертного газа.
Недопустимо попадание на катализатор разного рода масел, которые приводят к закоксовыванию катализатора. По этой причине перед загрузкой катализатора система должна быть очищена от всяких загрязнений.

