2015-04-12
2015-04-12 541
541Вопрос 1. При серийном и массовом производстве организуются поточные линии. Они могут быть трех типов:
1. Обработка изделий на конвейере на ходу без остановки конвейера. В этом случае вспомогательное время на транспортировку изделий перекрывается временем на выполнение технологической операции и при расчете нормы времени не учитывается.
2. Обработка изделий на конвейере производится после остановки конвейера. В этом случае время на транспортирование изделий от одного места к другому должно учитываться нормой времени. Время остановки конвейера для обработки изделий может быть постоянным, заданным или зависеть от выполнения операций всеми рабочими, когда перемещение изделий производится только после того, как все рабочие потока выполнили свои операции.
3. Обработка изделия производится после снятия его с конвейера. В этом случае должно быть учтено время на перемещение изделий с конвейера на рабочее место и обратно.
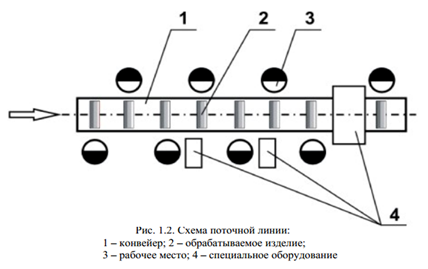
Основным организационным элементом поточного производства является поточная линия, представляющая собой совокупность специализированных рабочих мест, которые располагаются по ходу технологического процесса и связываются между собой при помощи специальных транспортных средств (конвейеров, рольгангов). Основными показателями технологической поточной линии являются:
- сменный выпуск изделий N;
- такт поточной линии r;
- количество операций m;
- время выполнения операций tштi, i = 1,2,3,… m;
- количество рабочих мест n pмi;
- количество основных производственных рабочих np;
- скорость движения конвейера V;
- рабочая длина конвейера L;
- норма выработки на одного производственного рабочего Hв;
- длительность технологического цикла Ттех.