 2015-04-01
2015-04-01 649
649Стыковые и угловые швы могут быть однослойными или многослойными при большой толщине. По характеру требований, предъявляемых к сварным швам, они могут прочными или плотными (непроницаемыми для газов или жидкости). Как правило, сварные соединения (особенно стыковые) должны быть равнопрочные основному металлу. По внешней форме и количеству наплавленного металла различают швы выпуклые и вогнутые.
Таблица 1 Типы сварных соединений по ГОСТ 5264
| Наименование шва | Условное обозначение | Эскизы | Рекомендуемые толщины, мм. | |
| Подготовка кромок | Выполнение шва | |||
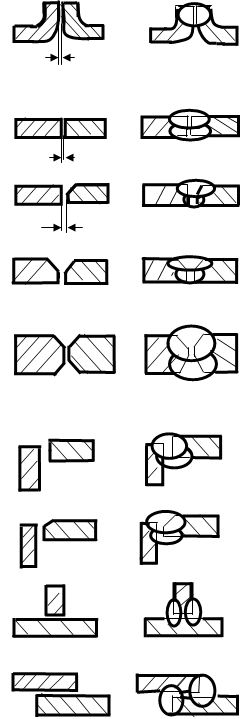 Шов стыковой с отбортовкой кромок. Шов стыковой с отбортовкой кромок.
| С1 | 0 +1,0 | Св.1 до 4 | |
| Шов стыковой двухсторонний без скоса кромок | С7 | 2+-1,0 | Св. 2 до 5 | |
| Шов стыковой двухсторонний с V-образным скосом одной кромки | С8 | 2+-1,0 | Св.3 до 60 | |
| Шов стыковой двухсторонний с V-образным скосом двух кромок | С17 | Св.8 до 65 | ||
| Шов стыковой X-образный | С15 | Св.12 до 60 | ||
| Шов угловой двухсторонний | У2 | Св.2 до 6 | ||
| Шов угловой двухсторонний со скосом одной кромки | У5 | Св.4 до26 | ||
| Шов тавровый двухсторонний без скоса кромок | Т1 | Св..2 до 40 | ||
| Нахлесточное соединение без скоса кромок двусторонний | Н2 | Св.2 до 60 |
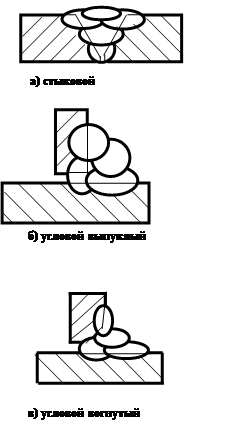 Как правило швы выполняют выпуклыми с небольшим усилением (высотой). Минимальная высота усиления 0,5 мм.
Как правило швы выполняют выпуклыми с небольшим усилением (высотой). Минимальная высота усиления 0,5 мм.
Вогнутыми выполняют угловые швы, что указывается в чертежах и требуется для улучшения работы при переменных нагрузках. Стыковые швы вогнутыми не делают.
Стыковые и угловые швы могут однослойными и многослойными при большой толщине.









