 2015-04-06
2015-04-06 502
502Этот метод был разработан французским металлургом Пьером Мартеном, который 8 апреля1864 сварил свою первую плавку.
Мартеновская сталь высококачественная и довольно дешевая. Воздух и газ проходят через насадки регенераторов (рис.12) и нагреваются до температуры 1000-12000С. Затем они попадают в печь, где газ сгорает, образуя факел с температурой 1800-19000C. Затем они попадают в печь, где газ сгорает, образуя факел с температурой 1800-19000C. Пройдя через пространство печи, раскаленные продукты сгорания газа попадают в другую пару регенераторов, отдают тепло и уходят к котлу-утилизатору.
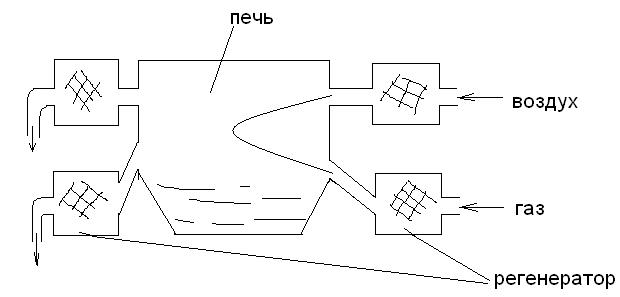
Рис. 12 Схема устройства мартеновской печи
Насадки регенератора с правой стороны охлаждаются, а с левой – нагреваются. Когда правые насадки охладятся, проводят переключение подачи воздуха и газа с помощью специальных клапанов. Из регенераторов газ выходит с температурой 500-7000С и подается в котел-утилизатор, где охлаждается до температуры 2000С.
Воздух подается в печь в некотором избытке, для обеспечения окисления примесей.
Рабочее пространство печи ограничено сверху сводом, снизу - подом. В передней стенке находятся завалочные окна для загрузки твердой шихты и заливки чугуна. Завалочные окна закрывают специальными футерованными крышками с гляделками, через которые наблюдают за ходом плавки.
На границе задней стенки и пода находятся сталевыпускные отверстия. В качестве топлива используют природный или коксовый газ, мазут, каменноугольную пыль.
Температура факела должна быть не ниже 17500С.
Ход плавки:
- заправка печи – это поддержание в рабочем состоянии всех элементов огнеупорной кладки.
- завалка шихты. Твердая шихта подается в специальных чугунных коробах, объемом более 3м3, установленных на тележках.
- прогрев шихты - идет 1-1,5 часа.
- заливка чугуна – проводится по специальному желобу, устанавливаемому в завалочные окна.
- плавление – основная стадия, идет в течение нескольких часов. С момента заливки чугуна в печь подается максимальное количество топлива.
- доводка – обеспечивается требуемый состав металла путем ввода добавок.
- раскисление и легирование.
Продолжительность плавки 6-12 часов.
Особенности технологии мартеновской плавки.
1.Тепло к ванне поступает сверху, а отводится снизу.
Температура шлака всегда больше температуры металла.
Толщина шлака составляет 50-500 мм.
Рабочая глубина ванны до 1500 мм.
Выравниванию температуры способствуют пузырьки СО, образующиеся в результате окисления углерода (идет «кипение ванны»).
2.Жидкий металл находится под слоем шлака. Все добавки подают на шлак, и только через шлак они поступают в металл.
Состав и температура шлака определяют качество стали.
Шлак должен обеспечивать в одни периоды плавки интенсивный переход кислорода из атмосферы печи в металл, а в другие – предохранять металл от окисления.
Шлак препятствует насыщению металла азотом и водородом.








