 2015-04-30
2015-04-30 1572
1572Завальцовка применяется для жесткого неразборного соединения круглых оптических деталей диаметром до 60 мм с оправами.
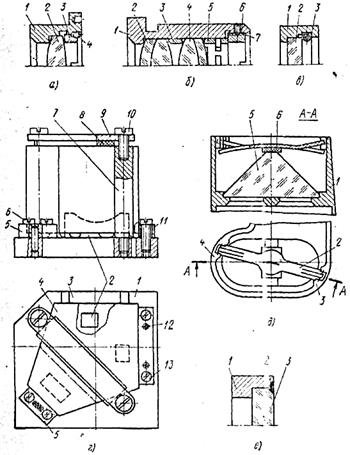
Рис.1. Крепление оптических деталей в оправах.
Крепление оптических деталей резьбовым кольцом (рис. 1, а) применяют для разборных соединений с различным диаметром линз. Оптическую деталь 2 укрепляют в оправе 1 резьбовым кольцом 3 и стопорят резьбовое кольцо стопорным винтом 4.
При температурных перепадах вследствие разности коэффициентов линейного расширения материалов оправ и стекла возникают дополнительные деформации, способствующие образованию внутренних натяжений в стекле. Поэтому для таких условий применяют крепление (рис. 4$, 6) с компенсационными упругими кольцами. Компенсационные кольца 5 устанавливает между резьбовым кольцом 6 и линзой. Это дает возможность обеспечить равномерное прижатие кромок оптических деталей 2 и 4 резьбовым кольцом 6. Технологический процесс крепления оптических деталей с компенсационным кольцом ведется в следующей последовательности.
1. Устанавливают линзу 2 в посадочное отверстие оправы 1. В случае необходимости линзу устанавливают в оправу на водонепроницаемой замазке.
2. Устанавливают промежуточное кольцо 3 и линзу 4, выдерживая воздушный промежуток между линзами за счет толщины кольца 3.
3. Устанавливают компенсационное кольцо 5, ввинчивают резьбовое кольцо 6 и стопорят его винтом 7.
В процессе сборки данного узла тщательно чистят оптические детали и соблюдают аккуратность при установке линз и креплении их резьбовым кольцом, чтобы не вызвать деформации и загрязнения поверхностей линз.
На рис. 1, в показано крепление оптической детали пружинящим проволочным кольцом. Такой вид крепления применяют для неответственных оптических деталей; например защитных стекол и светофильтров.
В процессе крепления оптической детали 2 пружинящим проволочным кольцом 3 устанавливают эту деталь в посадочное отверстие оправы /, затем вводят сжатое разрезное пружинящее кольцо в канавку оправы таким. образом, чтобы при его разжатии в канавке обеспечивалось плотное прижатие оптической детали торцем кольца 3. При этом кольцо должно утопать в канавке на половину диаметра проволоки, из которой изготовлено кольцо.
Крепление жесткими планками применяют для призм, например для пентапризмы (рис. 1, г). Технологический процесс сборки при этом ведется в следующей последовательности.
1. Призму 4 устанавливают на базовые поверхности 2 оправы 1 таким образом, чтобы одна из прямоугольных граней опиралась на поверхность выступа 3 оправы 1.
2. Закрепляют призму планкой 9 через неметаллическую прокладку 8 с помощью винтов 10, ввинчиваемых в стойки 7.
3. Устанавливают и прижимают упорные планки 5 и 11 к граням призмы, закрепляя их винтами 6 и 13 и штифтами 12.
На этом процесс крепления призмы заканчивается, после чего грани призмы чистят.
На рис. 1, д показано крепление призмы бинокля пружинящей планкой. Крепление осуществляют путем установки призмы 5 в посадочное гнездо корпуса 1 и прижатия призмы пружинящей планкой 2, вилкообразные концы которой заводят под приливы корпуса; центральные концы планки входят в пазы приливов 3 и 4 и предохраняют пружины от выпадения из-под приливов. Для защиты призмы от повреждения между призмой и пружинящей планкой прокладывают неметаллическую прокладку 6.
Крепление оптических деталей пружинящими планками применяют с целью компенсации разницы линейного расширения деталей, возникающей при значительных температурных перепадах.
Крепление оптических деталей клеем нашло применение для неразборных соединений в тех случаях, когда невозможно закрепить детали другими способами из-за малых размеров оптических деталей и оправ или чувствительности оптической детали к деформациям при механическом креплении.
Технологический процесс склейки оптических деталей с механическими (рис. 1, е) включает следующие операции: установку оптической детали в посадочное отверстие оправы 1, нанесение нужного слоя клея па цилиндрическую поверхность и между дисками деталей 1 и 3, выдержку деталей при определенной температуре для отвердевания клеевого шва 2. При чистке поверхностей оптических деталей, закрепленных клеем, следят за тем, чтобы растворители не оставались долге: время на клеевом соединении во избежание расклейки шва.








