 2015-04-30
2015-04-30 1332
13323.4.1 Допускаемой прочностью механизма подачи станка
 ; мм/об,
; мм/об,
где
V – скорость резания в м/мин и далее принимаемая для чернового прохода за 70 м/мин, как близкая в нижнему пределу при работе резцами, оснащенными твердым сплавом.
Рдоп1 – наибольшая осевая сила, допускаемая прочностью механизма подачи токарного станка в Н, равная 0,4 [Pz].
Здесь: [Pz] – допускаемая тангенциальная составляющая силы резания для механизма станка; для станков типа 16К20 можно принять как 12000,00 Н, для станков типа 163(165) – 20000,00 Н.
СРх – коэффициент обрабатываемости материалов для осевой силы резания (смотри Приложение 3)
хРх; yPx; zPx – показатели степеней (смотри Приложение 3)
КРх – общий поправочный коэффициент, учитывающий условия обработки, равный:
КРх = 
Здесь:  - коэффициент обрабатываемости материала;
- коэффициент обрабатываемости материала;
 - коэффициент величины главного угла в плане;
- коэффициент величины главного угла в плане;
 - коэффициент величины переднего угла;
- коэффициент величины переднего угла;
 - коэффициент угла наклона режущей кромки; и т.п.
- коэффициент угла наклона режущей кромки; и т.п.
Все поправочные коэффициенты смотри в Приложении 3.
3.4.2 Допускаемой прочностью державки резца
 ; мм/об,
; мм/об,
где
Рдоп2 – наибольшая тангенциальная сила резания, допускаемая прочностью державки резца в Н, равная:
 ; Н
; Н
Здесь: В – ширина державки резца в мм;
Н – высота державки резца в мм;
lp – вылет резца в мм, при наружном точении равный lp= (1÷1,5) Н
[σn] – допускаемое напряжение изгиба материала державки резца в МПа, равное для сталей державок [σn] = 0,3 σв в МПа; можно принять [σn] = 200 МПа
Показатели степеней СРz и КРz находятся аналогично коэффициентам пункта 3.4.1 в Приложении 3.
3.4.3 Допускаемой жесткостью державки резца
 ; мм/об,
; мм/об,
где
Рдоп3 – наибольшая тангенциальная сила резания, допускаемая жесткостью державки резца в Н, равная:
 ; Н
; Н
Здесь: Ер – модуль упругости материала державки резца, обычно равный (2,0÷2,1)·105МПа
Ip – момент инерции сечения державки резца. Для прямоугольного сечения Ip=  мм4
мм4
fp – стрела прогиба, равная для черновой обработки 0,1 мм, для чистовой – 0,05 мм.
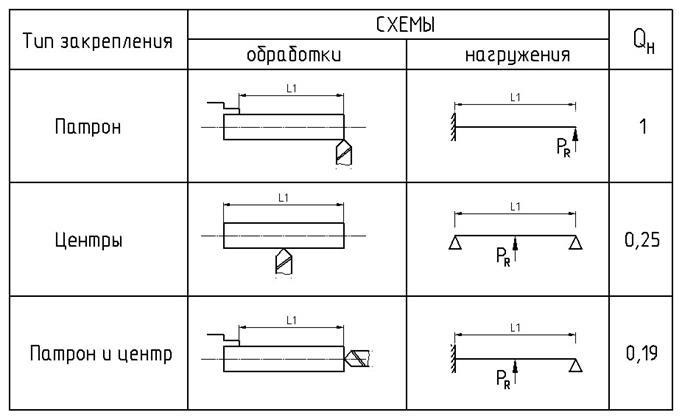
3.4.4 Допускаемой прочностью детали
 ; мм/об,
; мм/об,
где
Рдоп4 – наибольшая тангенциальная сила резания, допускаемая прочностью детали в Н, равная:
 ; Н
; Н
Здесь: L1 – расчетная длина обработки по таблице 2;
QH – коэффициент нагружения по таблице 2;
W – момент сопротивления сечения детали; для сплошного круглого сечения равный:
W  мм3;
мм3;
[σn] – допускаемое материалом напряжение изгиба в МПа, равное для стали:
[σn] = 0,3 σв МПа;
для чугуна:
[σn] = 0,4 σвч МПа;
σв и σвч – пределы прочности соответственно.
Таблица 2: Значения L1 и QH
3.4.5 Допускаемой прочностью детали
 ; мм/об,
; мм/об,
где
Рдоп5 – наибольшая тангенциальная сила резания, допускаемая жесткостью детали в Н, равная:
 ; Н
; Н
Здесь: QЖ - коэффициент нагружения при расчете на жесткость по таблице 3;
E∂ - модуль упругости материала детали в МПа;
I∂ - момент инерции сечения детали в мм4, равный для сплошного сечения:
Таблица 3: Значение коэффициента нагружения QЖ
| Тип закрепления | QЖ | Примечание |
| В патроне | При 
| |
| В центрах | При 
| |
| В патроне и центрах | При 
|
f∂ - допускаемая стрела прогиба детали в мм, для черновой обработки f∂=0,2-0,4 мм; для чистовой обработки f∂=0,1 мм; под последующую обработку f∂=0,1 мм.
3.4.6 Допускаемой режущими свойствами режущей части резца
 ; мм/об,
; мм/об,
где
CV – коэффициент обрабатываемости материала;
хРх; yPx – показатели степеней при глубине резания, подаче;
KV – общий поправочный коэффициент условий обработки, состоящий из произведения отдельных коэффициентов;
m – показатель относительной стойкости;
Т – заданная стойкость инструмента в мин., принимаемая для твердых сплавов в этом расчете равной 60 мин.
Все коэффициенты выбираются по таблицам Приложения 3.
3.4.7 Выбор единственной подачи
Из всех найденных по лимитирующим факторам подач выбирают наименьшую Smin и корректируют по паспорту станка, выбрав ближайшее наименьшее значение в качестве фактической подачи Sф.








