2015-05-05
2015-05-05 3358
3358Тоннельдің ішкі және сыртқы қаптамалары жылу оқшаулағыш материалдан орындалады. Тоннельдің ішінде екі паралель транспортер 5 өтеді, олардың жоғарғы шынжырлары кептіргіш еденінен 1,3 м биіктікте орналасады. Шынжырлардың буындарына бір-бірінен 60 мм қашықтықта тістер бекітілген. Транспортерлер жоғарғы шынжырларда жатқан өнімі бар бастундарды 6 тоннель бойымен қозғалтады.
Кептіргіштегі ауа қозғалысы алты осьтік 3 және бір центрден тепкіш 8 желдеткіштер арқылы жүргізіледі. Екі осьтік желдеткіш 3 тоннельдің бүйір қабырғаларында өнімдер кептіргішке кіретін жерде орналасқан. Төрт осьтік желдеткіштер 8 камераның екінші бөлігінде төбеде жұптасып орналасқан. Осьтік желдеткіштер өнімдерді ауамен үрлеудің қажетті жылдамдығын жасайды, бұл олардың туралығын сақтауға көмектеседі. Өнімдердің үстінде ауаның біркелкі таралуы үшін жалюзи 9 қарастырылған.
Центрден тепкіш желдеткіш жұмыс істеп болған ауаны бір бөлігін камерадан шығаруға арналған. Ылғалды ауа цех бөлмесіне канал 7 арқылы шығарылады, таза ауа кептіргішке камера жабынындағы тесіктер арқылы кіреді (суретте көрсетілмеген). Канал мен тесіктер ортақ тартуы бар шиберлермен жабдықталған. Таза ауаны сору камераның артқы жағында орналасқан терезе 4 арқылы жүргізіледі.
Кептіргіш ауаны қыздыру тоннельдің сыртқы және ішкі тік қабырғаларының арасында орналасқан булы калориферлер 11 арқылы іске асырылады. Тоннельдің бірінші жартысында екі жағынан да алты қырлы калориферлер бір қатарға орналасқан, ал екінші бөлігінде әр жағында екі он бір құбырлы калориферден орналасқан.
Б6-ЛМБ ақырғы кептіргіші. Б6-ЛМБ желісінде ұзын өнімдерді ақырғы кептіруге арналған және қаптамасы Б6-ЛМВ алдын-ала кептіргішінде сияқты тоннель түрінде болады.
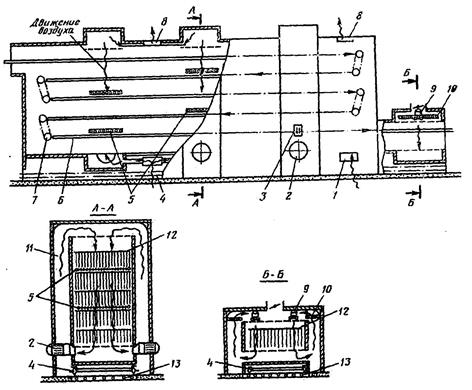
4-сурет. Соңғы кептіру Б6-ЛМВ
Тоннельде өнім салынған бастундарды кептіргіш бойымен қозғалтатын бес айдарлы транспортерлер 6 орналасқан (4-сурет).
Өнім салынған бастундар бір транспортерден одан төменірек екіншісіне шынжырлы алып-салғыштар 7 көмегімен ауысады.
Айдарлы транспортерлердің жұмысы олардың Б6-ЛМВ алдын-ала кептіргішіндегі жұмысқа ұқсас.
Тоннель ұзындығы бойынша үш кептіру аймақтарына бөлінген, олардың арасында ылғалсыздандыру камералары орналасады. Кептіру камераларында кептіргіш ауаның қозғалысы үшін бүйір және жоғарғы каналдар 11 болады. Әр камерада екі центрден тепкіш желдеткіш 2 (бір және екінші жағынан) және қырлы құбырлы сулы калориферлердің екі секциясы 5 орнатылған: бірінші аймақта – екінші және үшінші, төртінші және бесінші ярустардың арасында, екінші және үшінші аймақтарда – бірінші және екінші, үшінші және төртінші ярустар арасында.
Желдеткіштер бесінші (төменгі) айдарлы транспортерде орналасқан өнімдер арқылы өткен ауаны сорып алып, бүйір каналдар арқылы жоғары қарай жібереді. Бұл жерден ол бірінен соң бірін барлық ярустардағы өнімдерді жоғарыдан төмен қарай үрлей отырып, және калориферлерде жылытылып кептіргіш камераға бағытталады.
Таза ауа кептіргішке ылғалсыздандыру камераларының қабырғаларындағы тесіктер 1 арқылы сорылады. Пайдаланылған ауа тесіктер 8 арқылы бөлмеге шығарылады. Тесіктердің 1 және 8 заслонкалары автоматты түрде ашылып-жабылады.
Кептіргіштің соңында екі осьтік желдеткіш 9 орнатылған, олар ауаны бөлмеден сорып алып, оны калориферлер 10 арқылы айдайды да, кептірілген өнімдері бар бастундар шығатын жерден кептіргішке ауаның кіруін болдырмайтын ауалы завеса жасайды.
Кептіргіш камераның төменгі бөлігінде бос бастундарды өлшеуге қайтаратын шынжырлы транспортер 4 орналасқан. Су буларының конденсациясын болдырмау үшін кептіргіштің астында ыстық су өтетін арнайы құбырлар жүргізілген.
Кептіргіш ауаны температурасы мен ылғалдылығы кептіргіште берілген жағдайда автоматты реттеу жүйесінің көмегімен бір қалыпта ұсталып отырылады. Ауаның темпертурасы мен ылғалдылығын визуалды бақылап отыру үшін кептіргіш камераларда психрометрлер 3 қарастырылған
Лекция
Қамырға пішін беру жабдықтары. Қамырды домалақтау, орау машиналары. Қамыр дайындамаларын толықсыту шкафтары
Қамыр орау машинасында форма жасау процесі үш операциядан тұрады:
Құймақ тәрізді домалақ қамыр бөлшегін жайып, оны рулон сияқты орап, қажетті қамыр формаларын жасайды.
Қамыр орау машиналарында құймақ тәрізді жаймалау операциясы барлық конструкцияларында бірдей орындалады, қарама – қарсы айналатын 1 және 2 жұп валдардың көмегімен жасалады.
Жаймаланған қамыр рулондарының орауы төтр әдіспен атқарылады:
1) (1а – суретте) Ленталы транспортердің үстіне ілінген (2) жүгі бар иілгіш алжапқыш (1) көмегімен;
2) (1б – суретте) Ленталы транспортердің (2) үстіне орнатылған пансир сеткасымен немесе темір прутканың (1) асылуы арқылы;
3) (1в – суретте) Қарама – қарсы айналып тұратын екі шексіз ленталы транспортерлер (1 – 2) арқылы;
4) (1г – суретте) Жұмыс істеп тұрған барабанның (1) үстіне орнатылған рифленді вал (2) көмегімен лентамен жаймаланған қамыр келіп оралып шығады.
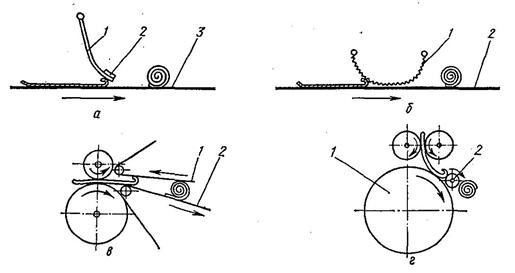
1 сурет. а, б, в, г.
Ассортименті үлкен нан өнімдерінің қамыр дайындамаларын ұстауға арналған конвейерлік шкаф унифицирленген түйіндер мен бөлшектерден дайындалады және табанының ені 1,9 және 2,1 м болатын пештермен бірге қолданыла алады.
Шкафтың каркасы Г-тәрізді пішінді болады. Оның ішінде тізбекті жұлдыздардың алты жұбынан және бағыттаушылар бойымен қозғалатын екі тартқыш втулкалы тізбектерден тұратын конвейер орналасады. Жұлдызшалардың бір жұбы жетек болып табылады, ал қалған жұлдызшалар консольді саусақтарға бос орнатылған. Тізбектерге шарнирлердің көмегімен үш сөрелі бесіктер ілінген. Қалыпты нанның заготовкаларын ұстаған кезде екі жоғарғы сөре алынып тасталады. Бесіктерге тиеу және түсіру тік секцияның терезелері арқылы жүргізіледі. Ауалы ортаның оптималды параметрлері ауаны каркастың жоғарғы жағына беретін желдеткіштің көмегімен ұсталады.
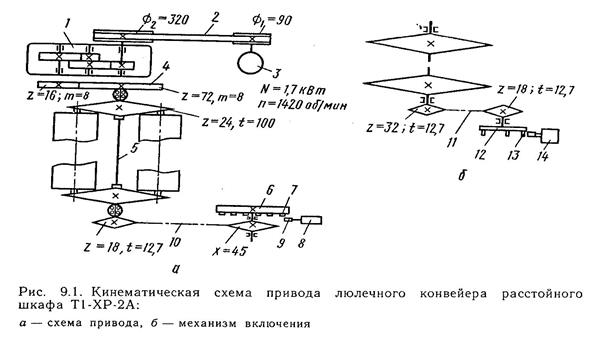
9.1-сурет. Т1-ХР-2А ұстау шкафының бесікті конвейері приводының кинематикалық сызбасы:
а – привод сызбасы; б – қосу механизмі.
Конвейер жетегі (9.1, а – сурет) электроқозғалтқыштан 3 іске асырылады, ол өз кезегінде белдікті біріліс 2, цилиндрлі редуктор 1 және тісті беріліс 4 арқылы жетек білігін 5 айналдырады. Бесікті конвейердің қозғалысы біркелкі-үздікті болып келеді, ол ұстау ұзақтығы реттейтін механизммен қамтамасыз етіледі. Бұл механизм қозғалмалы тіректері 7 бар дисктен 6 және оңғы ажыратқыштан 8 тұрады. Диск шынжырлы беріліс 10 арқылы конвейердің жетек білігінен 5 қозғалысқа келеді және конвейер бір адымға қозғалған кезде бесік 1/k айналымға айналады, мұндағы k – дисктағы тіреулердің саны. Бұл кезде дисктің әрбір тіреуі соңғы ажыратқыштың ролигіне 9 басып, конвейердің электроқозғалтқышын іске қосып, магнитті қосқыштың тізбегін ажыратады.
Әр тіреуді келесі жағдайлардың біріне қоюға болады: жұмыстық – соңғы ажыратқыштың аумағына кірген кезде ол роликқа 9 әсер етеді; жұмыстық емес – тіреу соңғы ажыратқыштың ролигімен жанаспайтындай орналасады. Бұл бесікті конвейердің өнімділігін өзгерпей, ұстау ұзақтығын реттеуге мүмкіндік береді, бұл пеш пен тартқыш конвейердің синхронды жұмысын қамтамасыз етеді.
Егер жұмысқа барлық тіреулер қатысса, онда электроқозғалтқыш конвейердің бесіктерінің бір адымға қозғалуы сайын ажыратылады. Бұл жағдайда барлық бесіктер тиеу немесе түсіру терезелеріне қарама-қарсы кезекпен тоқтап отырады және ұстау ұзақтығы максималды болады. Егер бір немесе бірнеше тіреулерді жұмыстық емес жағдайға қойса, онда бесіктердің сәйкес саны тиеу және түсіру аумағынан тоқтамай өтіп кетіп отырады. Бұл ұстаудың қысқаруына әкеледі. Тіреулердің жалпы санынан жартысын өшіруге болғандықтан, ұстау ұзақтығы 1:2 диапазонында реттеп отыру мүмкін. Екі бесікті қатар өшіретін жұмыс режиміне жол берілмейді, себебі бұл жұмыс ырғағының бұзылуына әкеледі.
Ұстау конвейерінің электроқозғалтқышының қосылуы уақыт релесінен немесе тікелей пеш жетегінен қосу механизмінің көмегімен, «қосу» түймесін басу арқылы іске асыралады. Қосу механизмі (9.1, б – сурет) пештің жетек білігінің қасында орнатылған және үш алынатын саусақтары 13 бар дисктан 12 және соңғы ажыратқыштан 14 тұрады. Диск шынжырлы беріліс 11 көмегімен пештің жетек білігінен айналады. Диск айналған кезде саусақтар соңғы ажыратқыштың ролигіне басып, ұстау конвейерінің электроқозғалтқышын іске қосады. Түпті бұйымдарды өндірген кезде толықсыту шкафының бір үш сөрелі бесігі пештің үш бесігін тиейді. Бұл жағдайда қосу механизмінің дискісі бір саусақпен жұмыс істейді, қалған екеуі алынып тасталады. Қалыпты бұйымдарды шығарған кезде конвейердің әр бесігі пештің бір бесігін тиейді, сондықтан диск үш саусақпен жұмс істейді.
Толықсытуға арналған арнайы шкафтар
Арнайы шкафтарды пішіні мен массалары өзгермейтін белгілі бір түрлі нан өнімдерін шығаратын ағынды желілерде қолданылады. Бұл қамыр дайындамаларын отырғызу, түсіру және кесу операцияларын механикаландыру үшін алғы шарттар жасайды. Осы топтың көптеген конвейерлік шкафтары құрамына аталған операцияларды орындауға арналған механизмдер мен қондырғылар кіретін агрегаттар болып табылады.
Батон тәрізді өнімдердің дайындамаларын толықсытуға арналған шкафтар (1, а – сурет). Массасы 0,4-0,5 кг қамыр дайындамаларын толықсытуға арналған. Екі нұсқада шығарылады: түбінің ауданы 25 және 50 м2 тоннельдік пештері бар ағынды желілер үшін. Шкафтар Г-тәрізді пішінді болады, олардың құрамына қоректендіргіш-тиегіш, ұстаудың бесікті конвейері, бесіктерді аударғыш және кескіш кіреді.
Шкафтың конструкциясында жеті унифицирленген секциялар – А, Б, В, Г, Д, Е, Ж қолданылады. Каркас бұрыштық болаттан орындалады және металл қаптамамен жабылған. Ж секциясы тұғыр болып табылады. Онда конвейердің жетекші білік 7, коректендіргіш-тиегіш 6, бесіктерді аударғыш 9 және кескіш 8 орналасқан. Бұл секцияда Е, Д және Г тік секциялары орнатылған, оларға тірекке тірелген А, Б, В секцияларынан тұратын консольдік шкаф жанасып орналастырылған. Шкафтың өнімділігін қосымша консольдік шкафтарды орнату арқылы арттыруға болады.
Каркастың ішінде тізбекті жұлдызшалардың он жұбынан және екі шексіз пластинкалы втулкалы-роликті тізбектерден 4 тұратын шынжырлы конвейер орналасқан, жұлдызшалардың екі жұбы (2 және 3) – созылмалы, қалғандары – бағыттаушы болып табылады. Әрбір екі буын сайын шарнирлердің көмегімен бесіктер 5 ілінген.
Конвейердің қозғалысы (1, б – сурет) біркелкі-үздікті болып табылады және электроқозғалтқыштан 1 іске асырылады, электрқозғалтқыш сынама белдікті беріліс 2, червякты редуктор 3, кривошип 4, тяга 5, рычаг 6 және собачка 7 арқылы храпты дөңгелекті 8 айналдырады.
Конвейердің бесігі (1, в – сурет) оның көлденең осьіне қатысты ығысқан құбыр 1 арқылы қатаң жалғанған екі бүйірден 4 тұрады. Бүйірлерге екі осьтің 2 көмегімен құбырға 1 тіреліп тұратын рамка 5 бекітілген. Рамка матадан жасалған қаптамамен 10 қапталған, ол қамыр дайындамаларына арналған алты көлденең орналасқан қалталар 9 түзеді. Бүйірлерге втулкалар 6 дәнекерленген, олардың ішіне шплинттермен 7 бекітілген саусақтар 8 салынған. Бүйірлердің саусақтары конвейердің 11 тартқыш тізбектерінің втулкаларына салынған.
Қамыр дайындамалары салынған бесіктер қозғалған кезде рамка құтырға тіреліп, көлденең күйде орналасады. Ұстау аяқталған кезде бесікшені аудару механизміне жақындайды, ал ол өз кезегінде рычагпен поводокты 3 басып, рамканы оське 2 қатысты бұрады. Нәтижесінде ол аударылып, қамыр дайындамалары подқа немесе пештің отырғызу механизмінің жазықтығына түсіріледі.
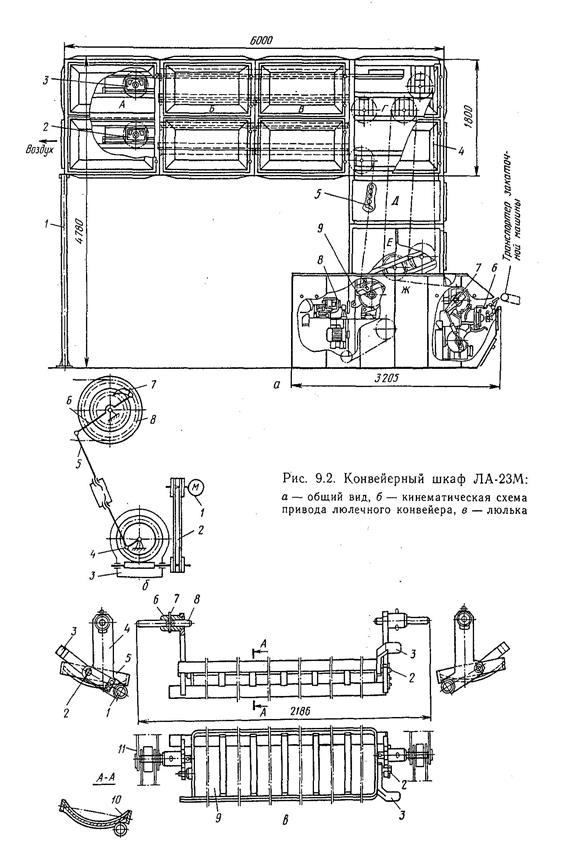
1 – сурет. ЛА-23М конвейерлік шкафы:
а – жалпы көрінісі; б – бесікшелі конвейер жетегінің кинематикалық сызбасы; в – бесік.
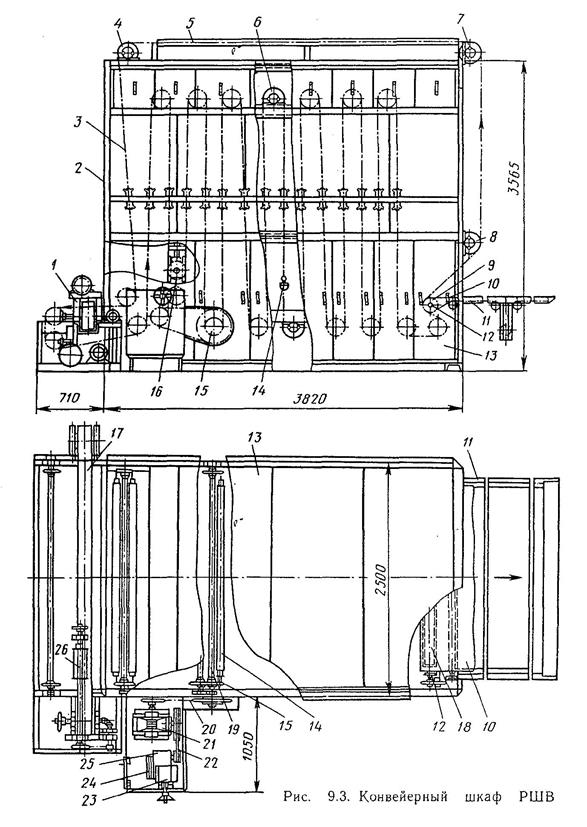
2 – сурет. РШВ конвейерлік шкафы.
Ұстау шкафындағы ортаның оптималды температурасы мен ылғалдылығын Г секциясындағы құбыр арқылы желдеткіштен шкафқа ауа беру арқылы қамтамасыз етіледі (1, а – сурет қараңыз). Шкафтан шыққан пайдаланылған ауа А секциясындағы патрубок арқылы әкетіледі.
Ұсақ даналы және тоқаш өнімдерінің дайындамаларын толықсытуға арналған шкаф. (2 – сурет). Тік тізбекті конвейері бар шкафтарға жатады. Өнімділігіне байланысты торлы подының ауданы 25, 40 және 50 м2 болатын пештер үшін үш түрлі өлшемді шкафтар шығарылады.
Шкафтың комплектіне отырғызғыш 1 және шкаф бесіктерін түсіруге арналған және қамыр дайындамаларын пештің подына салуға арналған тасымалдағыш таспалы транспортер 11 кіреді.
Шкафтың каркасы 2 бұрыштық болаттан орындалған. Жоғарғы және бүйір жақтарынан алынатын қорщаулармен 13 жабылған. Шкафтың ішінде жұлдызшалардың 6 жиырма үш жұбы орналасқан, оларға ұстау бесіктерін 14 тасымалдайтын конвейердің 3 тізбектері тартылған. Бесік аспасының адымы тізбектің әр төрт адымы сайын қойылады. Жұлдызшалар 15 жетек білігіне 19 бекітілген. Конвейердің тартылуы тарту станциясының 16 көмегімен іске асырылады. Конвейердің 5 бос тармағы шкафтың сыртында 4, 7, 8 жұлдызшалары бойымен қозғалады, бұл бесік ұяшықтарының матасын кептіру үшін қажет. Бесіктерді тиеу таспалы транспортердің 10 барабанында 9 жүргізіледі, оның екінші ұшы пластинаның 18 дөңгеленген шетін айналып өтеді және ол қамыр дайындамаларын пештің подына салу үшін қызмет етеді.
Дайындамалар таспалы транспортер арқылы ротордың 26 қалталарына жіберіледі, одан белгіленген адыммен отырғызғыш транспортердің 17 таспасына түсіріледі. Дайындамалар толық оның үстіне түсіріліп болған кезде таспа тоқтап, арнайы механизмнің көмегімен аударылады. Бұл кезде қамыр дайындамалары толықсыту шкафының бесіктеріне түседі, ал таспа қайтадан көлденең қалыпқа енеді де, тиеу циклі қайтадан қайталана алады.
Заготовкаларды түсіру валға 12 бекітілген таспалы транспортердің 9 барабанында жүргізіледі. Оның қасынан өткен кезде ұстау шкафының бесігі таспаға жанасып, онымен бірге барабанды айналады, көлденең бөлікке шыққан кезде заготовкалар таспалы траноспортерге түседі, ал босаған бесіктер бастапқы күйіне түсіп, жоғары қарай көтеріледі.
Бесіктер конвейердің жоғарғы тік тармағымен өткен кезде кептіріледі, бұл қамыр заготовкаларының матаға жабысып қалуының алдын алады.
Конвейердің приводы электрқозғалтқыштан 23 клинбелбеулік передача 24, жылдамдық реттегіші 21, сынама белдікті беріліс 22, червякты редуктор 25 және шынжырлы беріліс 20 арқылы іске асырылады.
Бесікті конвейері тігінен орналасқан толықсыту шкафтарының өлшемдері кішкентай болып келеді, олардың дайындамаларды тиеу және түсіру операциялары толық механикаландырылған. Шкафтар пайдалануға өте қолайлы.
9.5 – сурет. Ш2-ХКА технологиялық кондиционерінің сызбасы.
Бірақ ауалы ортаның температурасы және ылғалдылығының орташа ауытқуларының айырмашылығы контейнерлердің жоғарғы және төменгі бөліктерінде сәйкесінше 5-7°С және 10-15% жетуі мүмкін. Бұл өнімдердің сапасын төмендетеді.
Дөңгелек подтық нанның заготовкаларын ұстауға арналған шкафтар (9.4 – сурет). Подының аудандары 25, 40 және 50 м2 болатын пештері бар ағынды автоматтандырылған желілер үшін үш түрлі өлшемді шкафтар шығарылады. Әр өлшемді шкафтардың конструкциялары бірдей болады, бірақ олар бір-бірінен көлденең секциялар мен бесіктердің санымен ерекшеленеді.
Шкафтың комплектіне жеткізуші таспалы транспортер 5, маятникті типті отырғызғыш 4, бесіктерден пештің подына заготовкаларды түсіру механизмі 2, басқару пульті 6 және шкафқа кондиционирленген ауа беруге арналған патрубоктар 13 кіреді. Конвейерлік шкаф унифицирленген секциялардан 1 жиналған каркас түрінде болады. Шкафтың консольдік бөлігі тұғырларғы 14 тіреледі. Каркаста бесікті конвейер монтаждалған, ол тізбекті жұлдызшалардың тоғыз жұбынан және адымы 100 мм болатын екі шексіз втулкалы-роликті тарқыш тізбектерден 9 тұрады. Жұлдызшалар 3 приводтық болып табылады, ал жұлдызшалардың екі жұбы 11 және 12 – созылмалы болып табылады. Тізбекке әр үш буын сайын 300 мм адыммен шарнирлердің көмегімен сегіз қалталы бесіктер ілінген, олар массасы 0,8-1,0 кг қамыр заготовкаларына арналған. Бесікті конвейер арасында тоқтап тұрып периодты қозғалады.
Конвейерлік шкаф қолдан және автоматты режимдерде жұмыс істей алады. Автоматты режимде қамырды бөлгіш периодты жұмыс істейді және әр сегіз қамыр заготовкасын шығарған соң тоқтайды. Бөлгіштің қосылуы пеште орналасқан датчик арқылы іске асырылады. Сегіз қамыр заготовкалары кезекпен домалатқыштан ұн шашатын механизммен 7 жабдықталған таспалы транспортерге 5 келіп түседі. Иілгіш пластиналардың 8 астынан өтіп, заготовкалар 180° бұрылады және оларды конвейер бесігінің қалталарына салатын маятникті отырғызғышқа беріледі. Бесікке сегіз заготовканы салған соң датчик конвейердің электрқозғалтқышын қосады, нәтижесінде тізбектер бесіктердің бір адымына ауысып, ұстау ұзақтығын реттеуші механизмнің соңғы ажыратқышымен тоқтатылады.
Бесік түсіруші тіреулерге 2 жеткен кезде оның кассетасы аударылады да, қамыр заготовкалары пештің подына 15 салынады. Бесік кассеталарының бастапқы күйге оралуы келесі екі түреудің көмегімен жүзеге асырылады. Өнімдерді тұйық пештерде бесіктің подында пісірген кезде шкаф конвейерінің бесіктерінен қамыр заготовкаларын түсіру отырғызу механизмінің жазықтығына жүргізіледі.
Технологиялық кондиционерлер. Ұстау шкафтарындағы ауаның температурасы мен ылғалдылығы заготовкалардың беті кеуіп кетпейтіндей және ылғалданбайтындай деңгейде ұсталып отыруы керек, яғни қамыр заготовкалары бетінің температурасы ылғалданған термометр мен шық нүктесі температураларының интервалында болуы керек. Ауалық ортаның оптималды параметрлерін кондиционер қамтамасыз етеді.
Лекция
Қамыр ашыту жабдықтары. Қамыр илеу жабдықтары. Қамыр бөлшектеу жабдықтары.
Ашытқы қамырды қамыр илеу машинасында немесе жеңіл илеу машинасында дайындайды. Оның негізгі мақсаты алынған ұнды, ашытқыны және суды жақсылап біркелкі қоспа болғанша бұлғап араластыру. Сонда жентектелген заттар қалмау керек. Оның біркелкілігі араластыру мерзіміне байланысты.
Егер қамыр ашытқы қамырсыз бір сатылы тәсілде иленетін болса, қамырды біркелкі болып иі қанғанша илеу керек. Сонда қамырды жеке бөлшектеп, оған пішін беру, жетілдіру процестері жақсы болады.
Қамыр илеудің алғашқы кезеңінен – ұнның сумен, ашытқымен, тұзбен қосылуынан бастап, қамырдың ішінде белгілі процестер жүре бастайды. Оның ішінде негізгі процестерге оның физика-механикалық, биохимиялық және коллоидтық процестері негізгі орын алады. Осы кезден бастап-ақ микробиологиялық ашытқы және қышқылдандыру бактерияларының өсіп-өну процестері бастала береді.
Ұнның ұсақ қиыршықтары суды өзіне сіңіріп бөртеді де, олар бірімен бірі желімделіп қамырға айналады. Осы қызметі ақуыздан, судан тұратын желімше атқарады. Ақуыздар суды өте көп сіңіріп, желімшеге айналады да, барлық жеке бөлшектерді біріктіреді. Олардың ішінде көптеген ковалентті т.б. химиялық байланыстар пайда болады. Олар қамырдың құрамында жұқа қабырғалы торкөздер құрады. Олардың негізгі желімшелері. Міне осылар қамырдың физика-химиялық қасиеттерін қалыптастырады.
Қамырдың құрамындағы желімше, оның жуып бөліп алғандағы желімшеден біраз өзгеше болады. Олардың құрамында су тапшылау келеді. Оның құрамында /қамырдың құрамында/ басқа да крахмал т.б. заттар көп болады. Сонда да осы ақуыздар өздерінің салмағынан екі есе суды көп сіңіріп, жақсы бөрте алады.
Ұнның, қамырдың құрамында крахмал өте көп,. Оның механикалық зақымданбаған молекулары өз салмағымен салыстырғанда тек 44 процент қана су сіңіреді, ал зақымданған, угітілген крахмал молекулалары болса 200 процентке дейін сіңіре алады да, жақсы бөртеді. Бұлармен қатар, ондағы кебектің /қарапайым ұнды/ өзі де суды жақсы сіңіреді. Міне осы крахмал мен клетчатка қамырдың қатты заттары деп аталады. Олар қамырдың солқылдақ болу қызметіне қатынасады.
Ұнның құрамында суда еритін пентозандар – шырыштар болады.. Олар өзінің салмағынан 1500 процентке дейін су сіңіріп, бөртіп, қамырға, нанға, әсіресе қара нанға ерекше бір шырыштық сезім білдіреді.
Қамырдың ішінде ылғалдың бір бөлігі басы бос сұйықтық түрінде дек ездеседі. Олар ақуызбен өзіндік байланыста болады. Осы қатты, сұйық фазалармен қатар, қамырдың ішінде газ да /газ фазасы да/ болады. Ол қамыр илегенде, доғалағанда ішіне кіретін және ол ашығанда пайда болатын көмірқыщқыл газы.
Сондықтан қамырды дисперсті әр түрлі /қатты, сұйық, газ түріндегі/ заттардан тұратын күрделі жүйе /система/ деп санайды. Олардың жиынтығы қамырдың физика-механикалық қасиеттеріне өздерінің әсерін тигізеді.
Осы қамырдың ішінде күрделі биохимиялық процесстер де жүріп тұрады.
Қамырды илегенде оған әсер ететін механикалық әрекеттер де желімшенің сұйылуын тездетеді. Ол әсіресе осал ұннан қамыр илегенде оны тез сұйылтады. Егер қамыр ұзақ және қарқындата иленсе, онда ол жұмсарады, ал осал қамыр сұйылып та кетеді. Сондықтан әр қамырдың өзіндік илеу мерзімі жеке тағайындалады. Күшті қамыр қарқындата ұзақ илеуге шыдамды, ал осал қамырды қысқа мерзімде илеу керек.
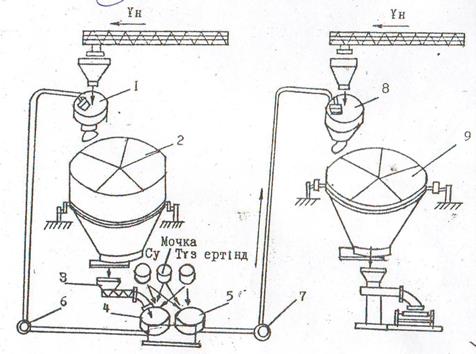
Н.Ф.Гатилиннің үлкен шанақты қамыр дайындау агрегаты. 1 - қара ұннан сұйық ашытқы немесе бидай сұйық ашымалын дайындайтын дежа. 2 - бес бөлімнен тұратын шанақ; 3 - мөлшерлегіш; 4,5 – егер қара ұннан қамыр илеу керек болса, соған арналған араластырғыш /сместитель/; 6,7 - насостар; 8 - Қамыр илейтін дежа; 9 - шанақтың бөлімдері;
Бұл агрегат қою және сұйық ашытқы қамырды пайдаланып немесе ашытқы қамырсыз бидай және қара бидай ұнынан қамыр илеуге арналған.
Үлкен көлемді қою ашытқы қамыр. Үлкен көлемді ашытқы қамыр деп барлық қамыр илеуге алынатын ұнның 65-70 процентін сұйық ашытқы қамырға қосып дайындалатын ашытқы қамырды айтады.
Сұйық ашытқы қамырды барлық керекті ұнның 25-30 процентін пайдаланып дайындалады. Оның ылғалдылығы 65-70 процент болады, ал сұйық тұздалған ашытқы қамырға 0,6 процент тұз салынады. Осы сұйық ашытқыларды ХЗМ-300 маркалы аппаратта дайындалады.
Кейбір зауыттардан қамырды ашытқы қамырсыз бірден ашытқы салып илейді. Онда Х-26А және И8-ХАГ-6 шанағы бірнеше бөліктерге бөлінген агрегаттарда иелейді.
Қамыр бөлшектеу машиналары. Иленіп ашыған қамырды 1…2%- тік дәлдікпен жекеленген бөлшектерге бөлу қажет. Бұл процесс үшін қамыр бөлшектеу машиналары пайдаланылады.
Қамыр бөлшектеу машиналарының жіктелуі әр түрлі болады. Солардың бірі (Лисовенко А.Т. ұсынған) төмендегі 1 суретте берілген.
Поршенді сығымдағышы және бөлу барабаны бар қамыр бөлшектеу машиналарына маркалары CD, XTD, PMK, Кооператор, Мультимат, Парта, Универсал және басқа машиналар жатады.
Қалақты сығымдағышты бөлшектеу барабаны бар, машиналар қатарына A2-XTH машинасы жатады.
Білікті сығымдағышты машиналарға маркалары XDB, PT-2-PMK, XЛC-9 және басқа машиналар жатады.
Жаймалау білікшелері бар білікті сығымдағышты машиналар қатарына ФЛТВ, Гефра машиналары жатады.
Шнекті сығымдағышты машиналарға XMФ-M2, Кузбасс және басқа машиналар жатады.
Шнекті сығымдағышты бөлу барабаны жоқ машиналарына ХДР, Роботер машиналары жатады.
Қамыр бөлшектеу машиналарындағы процестерді зерттеу.
Жұмыс істейтін қамыр бөлу машиналарына қойылатын шарттар:
-қамыр бөлшектерінің массасының дәлдігі;
-бөлінген бөлшектердің қасиеттері;
-шығындалған меншікті қуат мөлшері;
-машинаның сенімді және ұзақ уақыт жұмыс істеуі
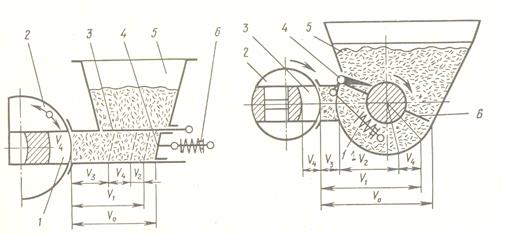
Қамыр бөлу машинасының жұмысшы камераларында аталған шарттың барлығы орындалу керек. Жұмысшы камерасының көлемі  -мен белгіленеді.
-мен белгіленеді.
Жұмысшы камерасының ішіндегі сығымдау процесі өтетін көлемі  деп алынады. Бұл жерде қамыр сығымдалып жұмысшы қысымға дейін жеткізіледі.
деп алынады. Бұл жерде қамыр сығымдалып жұмысшы қысымға дейін жеткізіледі.
Қысымды «тыныштандыру» құрылымындағы қамыр көлемі  . Бұл камера үлкен болған сайын қамыр бөлшегінің массалары тұрақты болады.
. Бұл камера үлкен болған сайын қамыр бөлшегінің массалары тұрақты болады.
Жұмысшы цикл біткен кезде камерадағы қалған қамырдың көлемі аралық немесе буферлік көлем деп аталады.  пен белгіленеді. Бұл көлем үлкейген сайын қамыр массасының дәлдігі артады, ал бірақ бөлу процесіне кететін шығын ұлғаяды.
пен белгіленеді. Бұл көлем үлкейген сайын қамыр массасының дәлдігі артады, ал бірақ бөлу процесіне кететін шығын ұлғаяды.
Өлшемді камераның көлемі жұмысшы камераға кірмейді. Олар бұл камераға қамыр сығымдалған кезде жалғасады. Өлшемді камералар көлемін  деп алады.
деп алады.
Өлшемді камераға түсетін қамыр алдымен сығымдалып белгілі бір қысымға дейін жұмысшы камерасында «тыныштандырылады» да ары қарай өлшемді камераларды толтырады. Бөлу процесін зерттеуде өлшемді камера жұмысшы камерамен жалғасқан кезі алынады. Бөлу процесінде біршама қамыр өлшемді камераларға сыймай артылып машинаның қабылдау шанағына қайтарылады. Бұл қамырдың көлемін  деп белгілейді. Машина жұмысын зерттеуге керекті белгіленулер:
деп белгілейді. Машина жұмысын зерттеуге керекті белгіленулер:
 - жұмысшы камераға түскен қамырдағы қысым;
- жұмысшы камераға түскен қамырдағы қысым;
 - осы камерада сығымдалған қамырдың қысымы;
- осы камерада сығымдалған қамырдың қысымы;
 - өлшемді жұмысшы камерадан бөлінген кездегі қысым;
- өлшемді жұмысшы камерадан бөлінген кездегі қысым;
 - қамырды жұмысшы қысымға дейін сығымдау коэффициенті.
- қамырды жұмысшы қысымға дейін сығымдау коэффициенті.
 (1)
(1)
 және
және  - бастапқы және соңғы меншікті көлемдер, диаграмма
- бастапқы және соңғы меншікті көлемдер, диаграмма
арқылы анықталады;
және - бастапқы және соңғы қысымдар;
 - қысымды тыныштандыру коэффициенті:
- қысымды тыныштандыру коэффициенті:
 (2)
(2)
 - буферлі көлем коэффициенті:
- буферлі көлем коэффициенті:
 (3)
(3)
 - жұмысшы камерасындағы қамырдың сығымдалу коэффициенті:
- жұмысшы камерасындағы қамырдың сығымдалу коэффициенті:
 (4)
(4)
 - жұмысшы камерасынан артылған қамыр коэффициенті:
- жұмысшы камерасынан артылған қамыр коэффициенті:
 (5)
(5)
Аталған көлемдерді былайша байланыстыруға болады:
 (6)
(6)
Теңдеудің екі жағын  ге бөліп, керекті мәндерді орнына қойып, мына теңдеуді алуға болады:
ге бөліп, керекті мәндерді орнына қойып, мына теңдеуді алуға болады:
 (7)
(7)
Қамыр бөлу машинасының жұмысын зерттеу үшін машинаның бір циклында жұмсалатын жұмыс балансын құрамыз:
 (8)
(8)
 - жұмысшы камерасында қамырды
- жұмысшы камерасында қамырды  -ден -ге дейін сығымдауға кететін жұмыс мөлшері;
-ден -ге дейін сығымдауға кететін жұмыс мөлшері;
 - жұмысшы камерасындағы қамырды қозғауға қарсы күштерді жеңуге жұмсалатын жұмыс мөлшері;
- жұмысшы камерасындағы қамырды қозғауға қарсы күштерді жеңуге жұмсалатын жұмыс мөлшері;
 - сығымдалған қамырды тыныштандыруға кететін жұмыс мөлшері;
- сығымдалған қамырды тыныштандыруға кететін жұмыс мөлшері;
 - бөлу барабанын немесе кесуші пышақты қозғауға кететін жұмыс мөлшері;
- бөлу барабанын немесе кесуші пышақты қозғауға кететін жұмыс мөлшері;
 - жұмысшы камерасынан артылған қамырды қабылдағыш шанаққа қайтаруға кететін жұмыс мөлшері;
- жұмысшы камерасынан артылған қамырды қабылдағыш шанаққа қайтаруға кететін жұмыс мөлшері;
 - сығымдағыш құрылымға кететін жұмыс мөлшері;
- сығымдағыш құрылымға кететін жұмыс мөлшері;
 - машина транспортерін қозғауға кететін жұмыс мөлшері.
- машина транспортерін қозғауға кететін жұмыс мөлшері.
Қамырды сығымдауға кететін жұмыс:
 (9)
(9)
-дің мәнін орнына қойып мына формула алынады:
 (10)
(10)
Егер қамыр бөлу машинасында қамыр сығымдалмай тұрып қабылдағыш шанаққа артық қамыр қайтарылса:
 (11)
(11)
Қамырдың қозғалуына кететін жұмыс:
 (12)
(12)
 - жұмысшы камерасындағы қамырдың қозғалатын ауданы,
- жұмысшы камерасындағы қамырдың қозғалатын ауданы,  .
.
δ- қамырдағы қозғау кернеуінің шегі, Па.
L – қамырдың бір циклдағы қозғалу жолы, м.
Егер жұмысшы камерасы тік төртбұрышты, ал қамыр сығымдаушы поршень болса, онда
 (13)
(13)
a, b және h – жұмысшы камераның ұзындығы, ені және биіктігі.
Қалақты сығымдаушы машина болса:
 (14)
(14)
α- сығымдау бұрышы, рад;
b- сығымдау камерасының ені, м;
R,r- сығымдаушы қалақ пен камера радиуыстары,м
Поршенді машинаның камералардағы қысымды тыныштандыруға кететін жұмыс:
 (15)
(15)
 - тыныштандырғыш тетіктің жұмысы басталғаннан кейінгі поршеннің жолы
- тыныштандырғыш тетіктің жұмысы басталғаннан кейінгі поршеннің жолы
Қалақты сығымдау үшін
 (16)
(16)
 - сығымдағыш қалақтың ауданы;
- сығымдағыш қалақтың ауданы;
 - тыныштандырғыш қоспасынан кейінгі қалақтың айналу бұрышы, рад
- тыныштандырғыш қоспасынан кейінгі қалақтың айналу бұрышы, рад
Бөлу барабанын қозғауға кететін жұмыс
 (17)
(17)
w- барабанның орташа жұмыс жылдамдығы
 (18)
(18)
 - барабанның бұрылу бұрышы;
- барабанның бұрылу бұрышы;
j- қозғаушы массаның инерция моментінің келтірімен мөлшері

 =
=  барабан массасы
барабан массасы
r- барабанның қисық иінінің радиуысы
 - сыртқы күштердің қисық иін осіне келтірілген моменті.
- сыртқы күштердің қисық иін осіне келтірілген моменті.